Wiertła ze stożkową stopką, standard, typ N, kod VK10010, średnica 49 mm







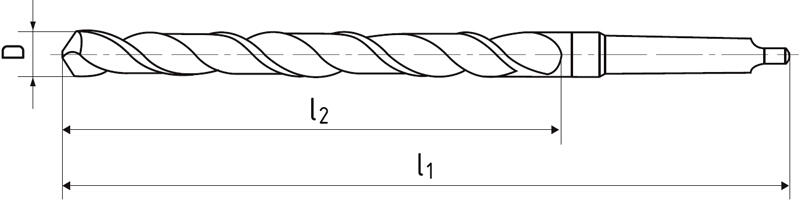
| D | MK | l1 | l2 | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|
| 49 | 4 | 369 | 220 | VK10010.4900 | 1 779 PLN1 470 PLN | Tak |
Warunki skrwania
Materiał | Wytrzymałość | Vc | fz(mm/r) Ø1 | Ø2 | Ø3,15 | Ø4 | Ø5 | Ø6,3 | Ø8 | Ø10 | Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| P.2 | Stale konstrukcyjne i lite | ≤ 850 N/mm² | 30 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| K.1 | Żeliwo (≤ 240 HB) | ≤ 820 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| K.2 | Żeliwo (> 240 HB) | > 800 N/mm² | 25 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.2 | Stopy aluminiowo - krzemowe (Si ≤ 12%) | ≤ 600 N/mm² | 70 | 0,02 | 0,08 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 | 0,315 |
| N.3 | Stopy aluminiowo - krzemowe (Si > 12%) | ≤ 600 N/mm² | 70 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.4 | Miedź, stopy miedzi, mosiądz, brąz | ≤ 800 N/mm² | 30 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
Cechy produktu
Profil bruzd normalny. U wierteł z HSS rdzeń jest normalny - kąt wierzchołkowy 118°, u wierteł z HSS o delikatnie wzmocnionym rdzeniu - kąt wierzchołkowy 130°.
Geometria wg DIN 1412 - forma N. Stożkowa powierzchnia przyłożenia.

Kat wierzchołkowy 118°

Pravotnący
Pasywacja (wykończenie na czarno) to proces, w którym na powierzchni narzędzia tworzy się warstwa tlenku żelaza. Warstwa ta zwiększa odporność ostrza na ścieranie, zwiększa odporność na korozję i poprawia smarowanie narzędzia. Najbardziej efektywne zastosowanie znajduje w przypadku wierteł i gwintowników.
Kat lini śrubowej 25° - 30°.
Podcięta stożkowa powierzchnia czołowa ze skróconą poprzeczną krawędzią tnącą, DIN 1412 typ A.

Głębokość wiercenia 5xD
Stal szybkotnąca o średniej wydajności, odpowiednia do frezów o mniejszych średnicach oraz do frezowania materiałów o stanie utwardzenia do 900 MPa z uwzględnieniem ich wytrzymałości.