<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
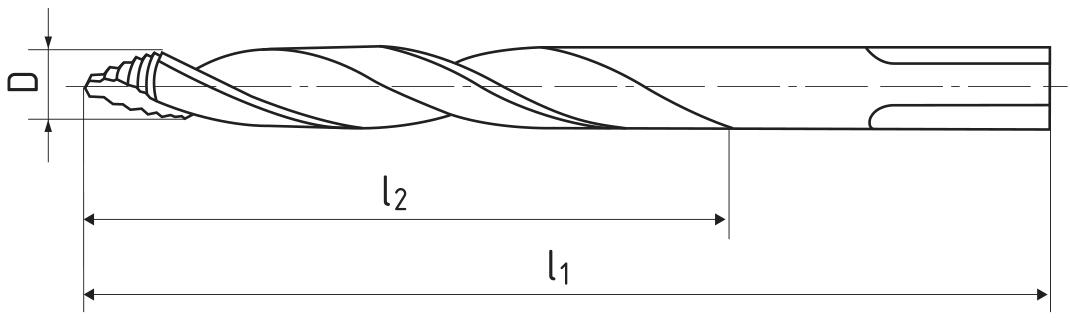
Dom E-SHOP RS wiertła, typ WN, kod VN10920, średnica 2 mm VN10920.0200 Stal szybkotnąca HSS DIN 338 D d l1 l2 Kod produktu Cena/szt. W magazynie Ilość szt. 2 2 49 24 VN10920.0200 12 PLN 10 PLN Tak
Cechy produktu Typ WN geometria wg DIN 1412 - forma C. Stożkowa powierzchnia przyłożenia ze skróconą krawędzią skrawającą.
Zestopniowana końcówka wiertła Pravotnący Stal szybkotnąca o średniej wydajności, odpowiednia do frezów o mniejszych średnicach oraz do frezowania materiałów o stanie utwardzenia do 900 MPa z uwzględnieniem ich wytrzymałości.
2026 © ZPS-FN a.s. | Wszelkie prawa zastrzeżone