Frezy walcowo-czołowe krótkie, 2 ostrza w kierunku środka, 30°, typ N, gładka stopka, kod C120602, średnica 16 mm





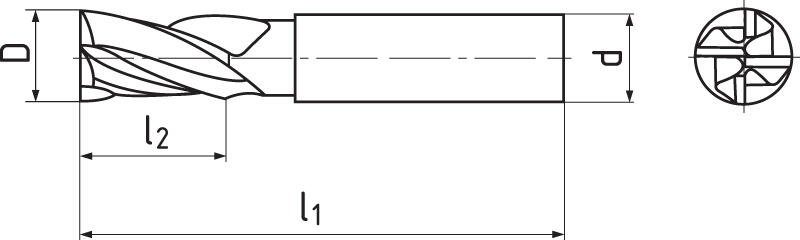
| D h 10 | d h 6 | l1 | l2 | Z | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|
| 16 | 16 | 75 | 25 | 4 | C120602.160 | 343 PLN | Tak |
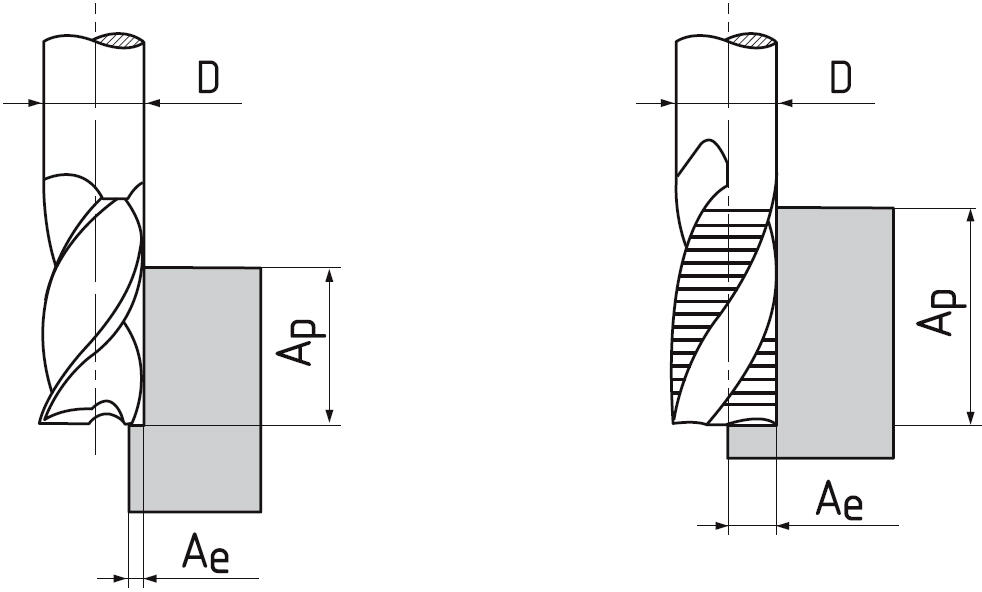
Warunki skrwania
Materiał | Wytrzymałość | Ap | Ae | Vc | fz(mm/z) Ø 3 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 1,75xD | 0,2xD | 130 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 1,75xD | 0,2xD | 70 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm² | 1,75xD | 0,2xD | 60 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| M.1 | Stale nierdzewne | ≤ 750 N/mm² | 1,75xD | 0,2xD | 65 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| M.2 | Stale nierdzewne | 750 - 850 N/mm² | 1,75xD | 0,2xD | 60 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| K.1 | Żeliwo (≤ 240 HB) | ≤ 820 N/mm² | 1,75xD | 0,2xD | 100 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| K.2 | Żeliwo (> 240 HB) | > 800 N/mm² | 1,75xD | 0,2xD | 70 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| S.1 | Stopy chromowo - niklowe | ≤ 1500 N/mm² | 1,75xD | 0,2xD | 35 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| S.2 | Tytan, stopy tytanu | ≤ 1250 N/mm² | 1,75xD | 0,2xD | 50 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy wg. DIN 6535 HA.
Uniwersalne zastosowanie. Odpowiedni do materiałow o wytrzymałości do 900 MPa.

Możliwe kierunki posówu

Chłodzenie olejem.

Narzędzie wykonano wg norm spółka
Kąt lini śrubowej = 30°. Kąt ostrzy czołovych = 12°.

Wykonanie czoła
Materiały węglikowe charakteryzują się wysoką wytrzymałością na ściskanie, dużą twardością, a tym samym wysoką odpornością na zużycie, ale także ograniczoną wytrzymałością na zginanie i ciągliwością.