Frezy do rowków wpustowych - sterowanie odcinkowe (frezy rowkujące), gładka stopka, kod 320100, średnica pera 10 mm, szerokość 2,5 mm




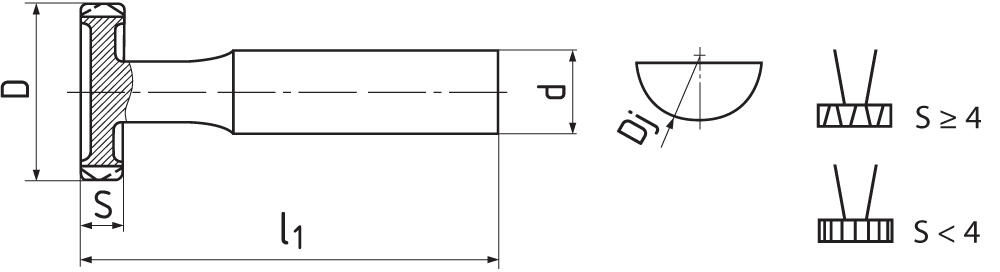
| D h 11 | S e 8 | d h 8 | l1 | Z | Dj | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|---|
| 10,8 | 2,5 | 8 | 45 | 8 | 10 | 320100.100025 | 174 PLN144 PLN | Tak |
Warunki skrwania
Materiał | Wytrzymałość | Ap | Ae | Vc | fz(mm/z) Ø 7,5 | Ø 10,8 | Ø 14 | Ø 17,2 | Ø 20,5 | Ø 23,7 | Ø 27 | Ø 30,2 | Ø 34,5 | Ø 41 | Ø 48,6 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 1xS | t1 (DIN 6888) | 33 | 0.008 | 0.011 | 0.016 | 0.028 | 0.038 | 0.046 | 0.049 | 0.054 | 0.063 | 0.069 | 0.072 |
| P.2 | Stale konstrukcyjne i lite | ≤ 850 N/mm² | 1xS | t1 (DIN 6888) | 28 | 0.008 | 0.011 | 0.016 | 0.028 | 0.038 | 0.046 | 0.049 | 0.054 | 0.063 | 0.069 | 0.072 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 1xS | t1 (DIN 6888) | 22 | 0.008 | 0.011 | 0.016 | 0.028 | 0.038 | 0.046 | 0.049 | 0.054 | 0.063 | 0.069 | 0.072 |
| N.2 | Stopy aluminiowo - krzemowe (Si ≤ 12%) | ≤ 600 N/mm² | 1xS | t1 (DIN 6888) | 45 | 0.01 | 0.014 | 0.021 | 0.036 | 0.049 | 0.06 | 0.064 | 0.07 | 0.082 | 0.09 | 0.094 |
| S.2 | Tytan, stopy tytanu | ≤ 1250 N/mm² | 1xS | t1 (DIN 6888) | 11 | 0.006 | 0.008 | 0.011 | 0.02 | 0.027 | 0.032 | 0.034 | 0.038 | 0.044 | 0.048 | 0.05 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy wg. DIN 1835 A.
Kąt lini śrubowej = 10°. Kąt ostrzy czołovych = 10°.

Możliwe kierunki posówu

Narzędzie wykonano wg norm ČSN 222185.

Ostrza czołowena obwodzie.
Stal szybkotnąca o średniej wydajności, odpowiednia do frezów o mniejszych średnicach oraz do frezowania materiałów o stanie utwardzenia do 900 MPa z uwzględnieniem ich wytrzymałości.