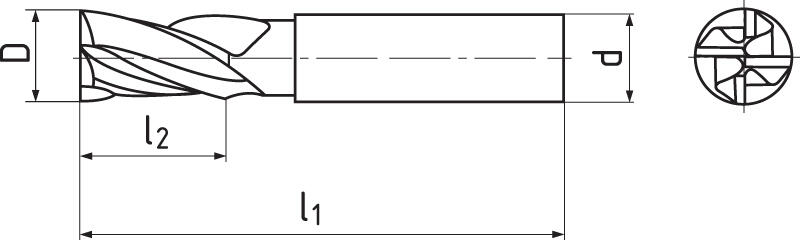
Frezy walcowo-czołowe superdługie, o drobnych ostrzach, 50°-35°, typ H, gładka stopka






Warunki skrwania
Materiał |
Wytrzymałość |
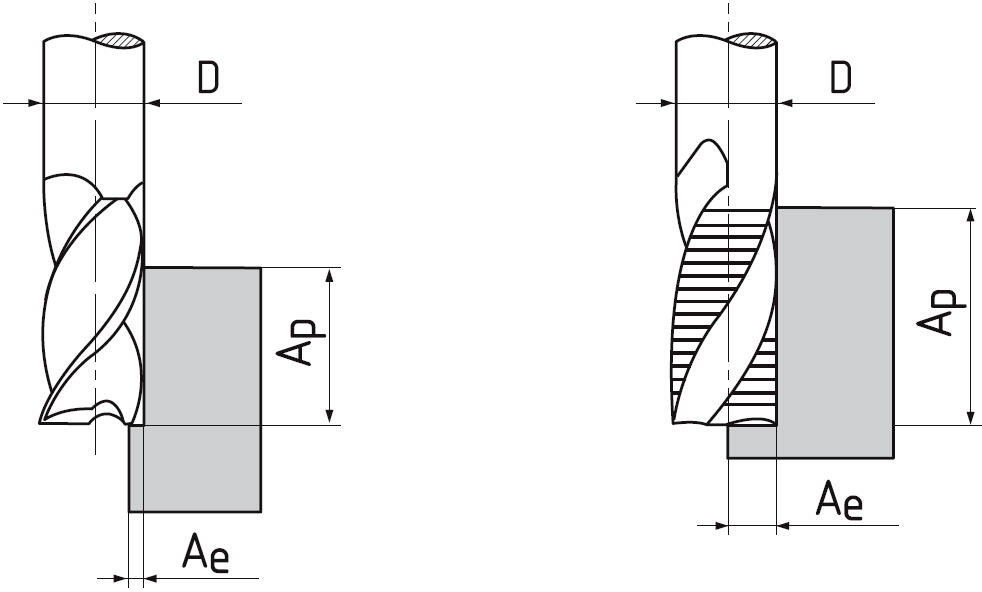
Ap |
Ae |
Vc |
fz(mm/z) Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 2xD | 0,06xD | 210 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 2xD | 0,06xD | 175 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm² | 2xD | 0,06xD | 120 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| K.1 | Żeliwo | < 240 HB | 2xD | 0,06xD | 150 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| K.2 | Żeliwo | > 240 HB | 2xD | 0,06xD | 110 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| S.1 | Stopy chromowo - niklowe | ≤ 1500 N/mm² | 2xD | 0,06xD | 50 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| H.1 | Stal hartowana | < 54 HRC | 2xD | 0,06xD | 120 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
| H.2 | Stal hartowana | 54 - 60 HRC | 2xD | 0,06xD | 100 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.1 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy wg. DIN 6535 HA.
Przeznaczony do óbrobki (wykończeniowej) materiałow o średniej i wysokiej wytrzymałości (do 1200 MPa). Chropowatość powierzchni Ra 3,2; Specjalnie nawet Ra 1,6.

Możliwe kierunki posówu

Chłodzenie olejem.
Powłoka o wysokiej odporności na zużycie abrazyjne, trwałości i twardości przy wysokich temperaturach.

Narzędzie wykonano wg norm spółka
Kąt lini śrubowej = 50/35°.
Kąt ostrzy czołovych = 6°.

Wykonanie czoła
Materiały węglikowe charakteryzują się wysoką wytrzymałością na ściskanie, dużą twardością, a tym samym wysoką odpornością na zużycie, ale także ograniczoną wytrzymałością na zginanie i ciągliwością.