Frezy do rowków teowych (frezy rowkujące), typ NR-F, chwyt Weldon





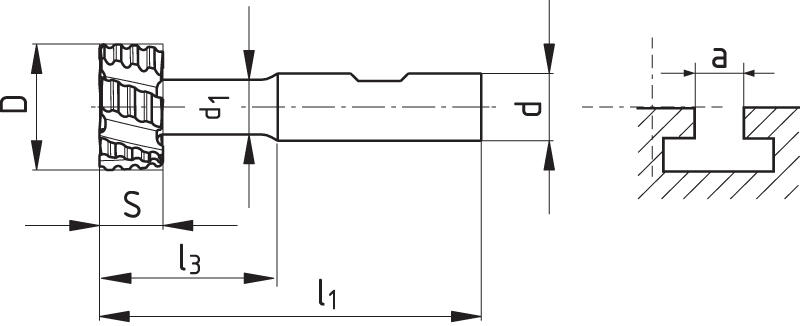
| D d 11 | S d 11 | d h 6 | l1 | l3 | d1 | Z | a | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12,5 | 6 | 10 | 57 | 17 | 5 | 6 | 6 | 314215PH.125 | 275 PLN227 PLN | Tak | ||
| 16 | 8 | 10 | 62 | 22 | 7 | 6 | 8 | 314215PH.160 | 277 PLN229 PLN | Tak | ||
| 18 | 8 | 12 | 70 | 25 | 8 | 6 | 10 | 314215PH.180 | 312 PLN258 PLN | Tak | ||
| 19* | 9 | 12 | 71 | 26 | 8 | 6 | 0 | 314215PH.190 | 332 PLN274 PLN | Tak | ||
| 21 | 9 | 12 | 74 | 29 | 10 | 8 | 12 | 314215PH.210 | 385 PLN318 PLN | Tak | ||
| 22* | 10 | 12 | 75 | 30 | 10 | 8 | 0 | 314215PH.220 | 425 PLN351 PLN | Tak | ||
| 25 | 11 | 16 | 82 | 34 | 12 | 8 | 14 | 314215PH.250 | 461 PLN381 PLN | Tak | ||
| 28* | 12 | 16 | 85 | 37 | 13 | 8 | 0 | 314215PH.280 | 509 PLN421 PLN | Tak | ||
| 32 | 14 | 16 | 90 | 42 | 15 | 8 | 18 | 314215PH.320 | 555 PLN459 PLN | Tak | ||
| 36* | 16 | 25 | 103 | 47 | 17 | 10 | 0 | 314215PH.360 | 685 PLN566 PLN | Tak | ||
| 40 | 18 | 25 | 108 | 52 | 19 | 10 | 22 | 314215PH.400 | 750 PLN620 PLN | Tak | ||
| 45* | 20 | 25 | 113 | 57 | 21 | 10 | 0 | 314215PH.450 | 915 PLN756 PLN | Tak |
*) ≠ DIN 851, ≠ DIN 650
Warunki skrwania
Materiał | Wytrzymałość | Ap | Ae | Vc | fz(mm/z) Ø 12,5 | Ø 16 | Ø 18 | Ø 21 | Ø 25 | Ø 32 | Ø 40 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 1xS | Dxa | 33 | 0.01 | 0.017 | 0.018 | 0.023 | 0.036 | 0.047 | 0.055 |
| P.2 | Stale konstrukcyjne i lite | ≤ 850 N/mm² | 1xS | Dxa | 28 | 0.01 | 0.017 | 0.018 | 0.023 | 0.036 | 0.047 | 0.055 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 1xS | Dxa | 22 | 0.01 | 0.017 | 0.018 | 0.023 | 0.036 | 0.047 | 0.055 |
| N.2 | Stopy aluminiowo - krzemowe (Si ≤ 12%) | ≤ 600 N/mm² | 1xS | Dxa | 45 | 0.014 | 0.022 | 0.024 | 0.03 | 0.047 | 0.061 | 0.071 |
| S.2 | Tytan, stopy tytanu | ≤ 1250 N/mm² | 1xS | Dxa | 11 | 0.007 | 0.012 | 0.013 | 0.016 | 0.025 | 0.033 | 0.038 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy ze spłaszczeniem (weldon) wg. DIN 1835 B.
Kąt lini śrubowej = 20°. Kąt ostrzy czołovych = 10°.

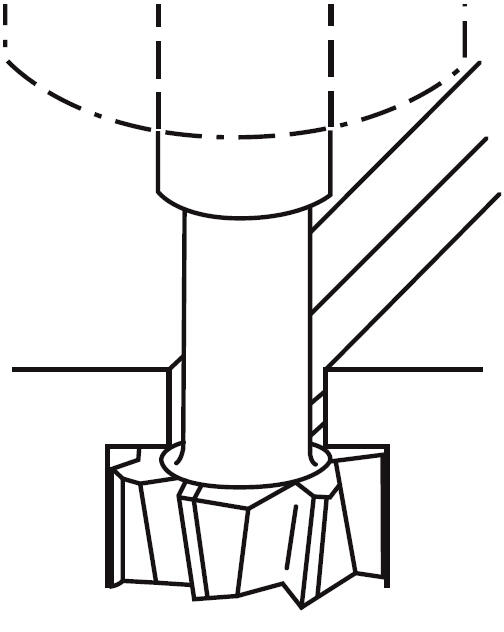
Możliwe kierunki posówu
Przeznaczone do obróbki materiałów o średnej i wysokiej wytrzymałości (do 700 MPa), chropowatość powierzchni Ra 3,2 i więcej w wielu przypadkach może być zastosowany jednocześnie jako narzędzie do obróki zgrubenej i wykańczającej.

Ostrza czołowe i boczne na obwodzie
Stal szybkotnąca o wysokiej wydajności oraz wytrzymałości odpowiedniej do frezów i frezowania o stanie utwardzenia do 1200 MPa.