Gwintownki maszynowe do gwintu metrycznego, uniwersalny, powłoka TiCN





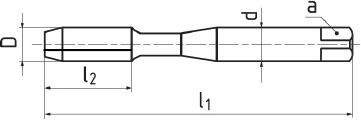
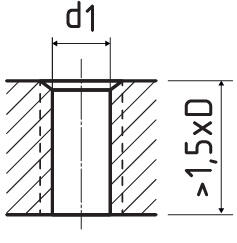
| D 6 H | P | d | l1 | l2 | d1 | Z | a | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3 | 0,5 | 3,5 | 56 | 9 | 2,5 | 3 | 2,7 | MT11384.030 TICN | 114 PLN94 PLN | Tak | ||
| M4 | 0,7 | 4,5 | 63 | 7 | 3,3 | 3 | 3,4 | MT11384.040 TICN | 117 PLN97 PLN | Tak | ||
| M5 | 0,8 | 6 | 70 | 13 | 4,2 | 3 | 4,9 | MT11384.050 TICN | 122 PLN101 PLN | Tak | ||
| M6 | 1 | 6 | 80 | 15 | 5 | 3 | 4,9 | MT11384.060 TICN | 122 PLN101 PLN | Tak | ||
| M8 | 1,25 | 8 | 90 | 18 | 6,8 | 3 | 6,2 | MT11384.080 TICN | 143 PLN118 PLN | Tak | ||
| M10 | 1,5 | 10 | 100 | 20 | 8,5 | 3 | 8 | MT11384.100 TICN | 169 PLN140 PLN | Tak | ||
| M12 | 1,75 | 9 | 110 | 23 | 10,2 | 3 | 7 | MT11384.120 TICN | 215 PLN178 PLN | Tak | ||
| M14 | 2 | 11 | 110 | 25 | 12 | 3 | 9 | MT11384.140 TICN | 269 PLN222 PLN | Tak | ||
| M16 | 2 | 12 | 110 | 25 | 14 | 3 | 9 | MT11384.160 TICN | 307 PLN254 PLN | Tak | ||
| M18 | 2,5 | 14 | 125 | 30 | 15,5 | 3 | 11 | MT11384.180 TICN | 430 PLN355 PLN | Tak | ||
| M20 | 2,5 | 16 | 140 | 30 | 17,5 | 3 | 12 | MT11384.200 TICN | 454 PLN375 PLN | Tak |
Warunki skrwania
Materiał | Wytrzymałość | Vc |
|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 22-26 |
| P.2 | Stale konstrukcyjne i lite | ≤ 850 N/mm² | 18-22 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 15-18 |
| P.4 | Stale uszlachetnione | ≤ 900 N/mm² | 18-22 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm² | 15-18 |
| P.6 | Stale narzędziowe i uszlachetnione | > 1100 N/mm² | 8-14 |
| M.1 | Stale nierdzewne | ≤ 750 N/mm² | 12-15 |
| M.2 | Stale nierdzewne | 750 - 850 N/mm² | 12-15 |
| M.3 | Stale nierdzewne | > 850 N/mm² | 12-15 |
| K.1 | Żeliwo (≤ 240 HB) | ≤ 820 N/mm² | 15-22 |
| K.2 | Żeliwo (> 240 HB) | > 800 N/mm² | 15-22 |
| N.1 | Aluminium, stopy aluminiowo - krzemowe (Si ≤ 6%) | ≤ 400 N/mm² | 32-40 |
| N.2 | Stopy aluminiowo - krzemowe (Si ≤ 12%) | ≤ 600 N/mm² | 15-22 |
| N.3 | Stopy aluminiowo - krzemowe (Si > 12%) | ≤ 600 N/mm² | 15-22 |
| N.4 | Miedź, stopy miedzi, mosiądz, brąz | ≤ 800 N/mm² | 10-12 |
Cechy produktu
Zaprojektowany do uniwersalnego zastosowania

Kąt gwintu

Standard wątku
Wysokowydajna stal szybkotnąca z 3% zawartością wanadu.
Do rowków prostych z łamaczem, do materiałów o średniej i długiej wiórotwórczości.

Skok gwintu

Gwint metryczny ISO
Wykazuje jednocześnie wysoką twardość i dobrą ciągliwość. Charakteryzuje się niskim współczynnikiem tarcia. Odpowiednie do wiercenia w stalach o wysokiej wytrzymałości. Ma mniejszą stabilność temperaturową, konieczne jest chłodzenie, np. za pomocą emulsji.