Frez wielofunkcyjny, typ N, gładka stopka




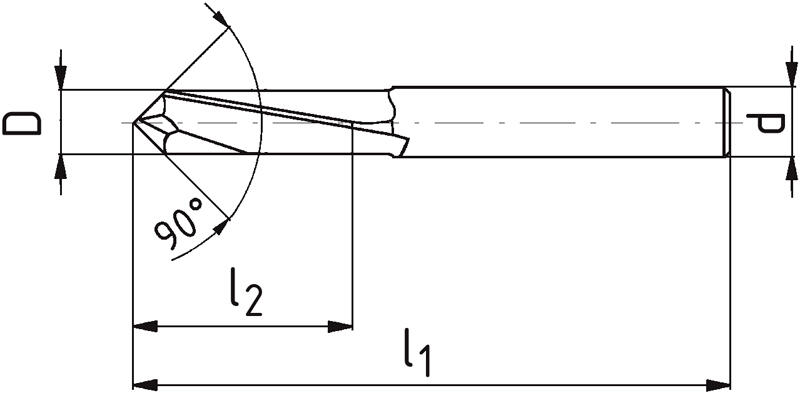
| α k 12 | D h 6 | d | l1 | l2 | Z | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|---|
| 60° | 3 | 4 | 50 | 6 | 2 | S390002.060030 | 191 PLN | Tak | ||
| 60° | 4 | 5 | 50 | 8 | 2 | S390002.060040 | 197 PLN | Tak | ||
| 60° | 5 | 6 | 50 | 10 | 2 | S390002.060050 | 228 PLN | Tak | ||
| 60° | 6 | 8 | 60 | 12 | 2 | S390002.060060 | 253 PLN | Tak | ||
| 60° | 8 | 10 | 60 | 16 | 2 | S390002.060080 | 377 PLN | Tak | ||
| 60° | 10 | 12 | 70 | 18 | 2 | S390002.060100 | 467 PLN | Tak | ||
| 60° | 12 | 12 | 70 | 20 | 2 | S390002.060120 | 457 PLN | Tak | ||
| 90° | 3 | 4 | 50 | 6 | 2 | S390002.090030 | 180 PLN | Tak | ||
| 90° | 4 | 5 | 50 | 8 | 2 | S390002.090040 | 187 PLN | Tak | ||
| 90° | 5 | 6 | 50 | 10 | 2 | S390002.090050 | 197 PLN | Tak | ||
| 90° | 6 | 8 | 60 | 12 | 2 | S390002.090060 | 239 PLN | Tak | ||
| 90° | 8 | 10 | 60 | 16 | 2 | S390002.090080 | 336 PLN | Tak | ||
| 90° | 10 | 12 | 70 | 18 | 2 | S390002.090100 | 433 PLN | Tak | ||
| 90° | 12 | 12 | 70 | 20 | 2 | S390002.090120 | 433 PLN | Tak |
Warunki skrwania
Materiał | Wytrzymałość |
|---|---|
| P.4 | Stale uszlachetnione | ≤ 900 N/mm2 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm2 |
| P.6 | Stale narzędziowe i uszlachetnione | > 1100 N/mm2 |
| N.1 | Aluminium, stopy aluminiowo - krzemowe (Si ≤ 6%) | ≤ 400 N/mm2 |
| N.4 | Miedź, stopy miedzi, mosiądz, brąz | ≤ 800 N/mm2 |
| S.1 | Stopy chromowo - niklowe | ≤ 1500 N/mm2 |
| S.2 | Tytan, stopy tytanu | ≤ 1250 N/mm2 |
| H.1 | Stal hartowana (> 54 HRC) | ≤ 1920 N/mm2 |
| H.2 | Stal hartowana (54 - 60 HRC) | 1920 - 2210 N/mm2 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy wg. DIN 6535 HA.
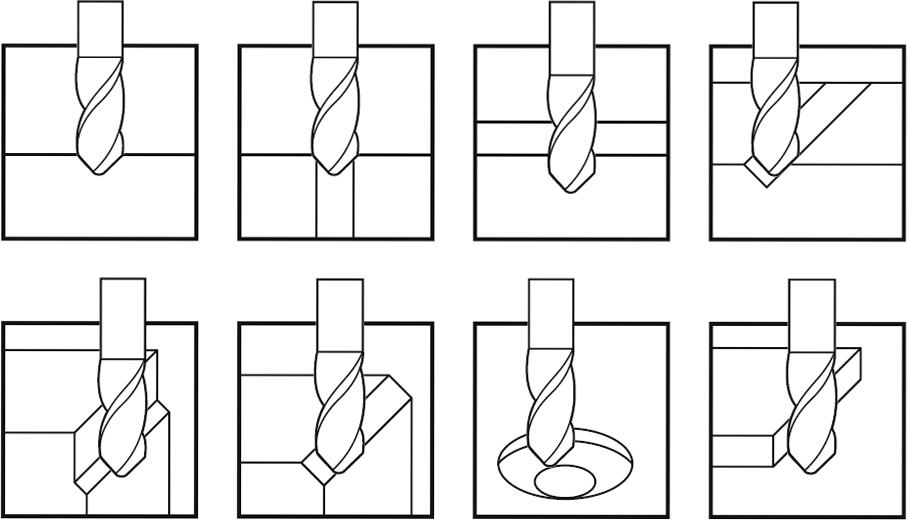
Uniwersalne zastosowanie. Odpowiedni do materiałow o wytrzymałości do 900 MPa.

Chłodzenie olejem.

Narzędzie wykonano wg norm spółka

Możliwe kierunki posówu
Materiały węglikowe charakteryzują się wysoką wytrzymałością na ściskanie, dużą twardością, a tym samym wysoką odpornością na zużycie, ale także ograniczoną wytrzymałością na zginanie i ciągliwością.