Frezy walcowo-czołowe do stali nierdzewnej, typ N, chwyt weldon, kod 150617S, średnica 6 mm, AlCrN






|
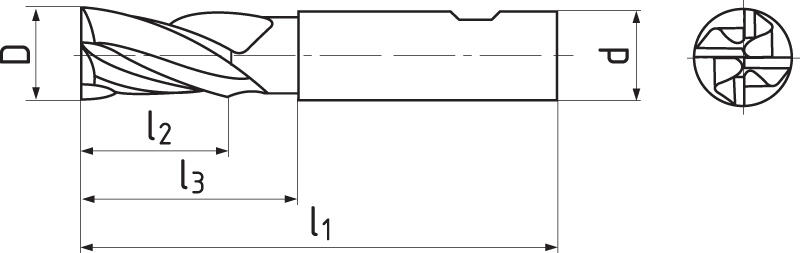
D
k 10 |
d
h 6 | l1 | l2 | l3 | Z | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|---|
| 6 | 6 | 57 | 7 | 21 | 4 | 150617S.060 AlCrN | 96 PLN | Tak |
|
Warunki skrwania
Materiał |
Wytrzymałość |
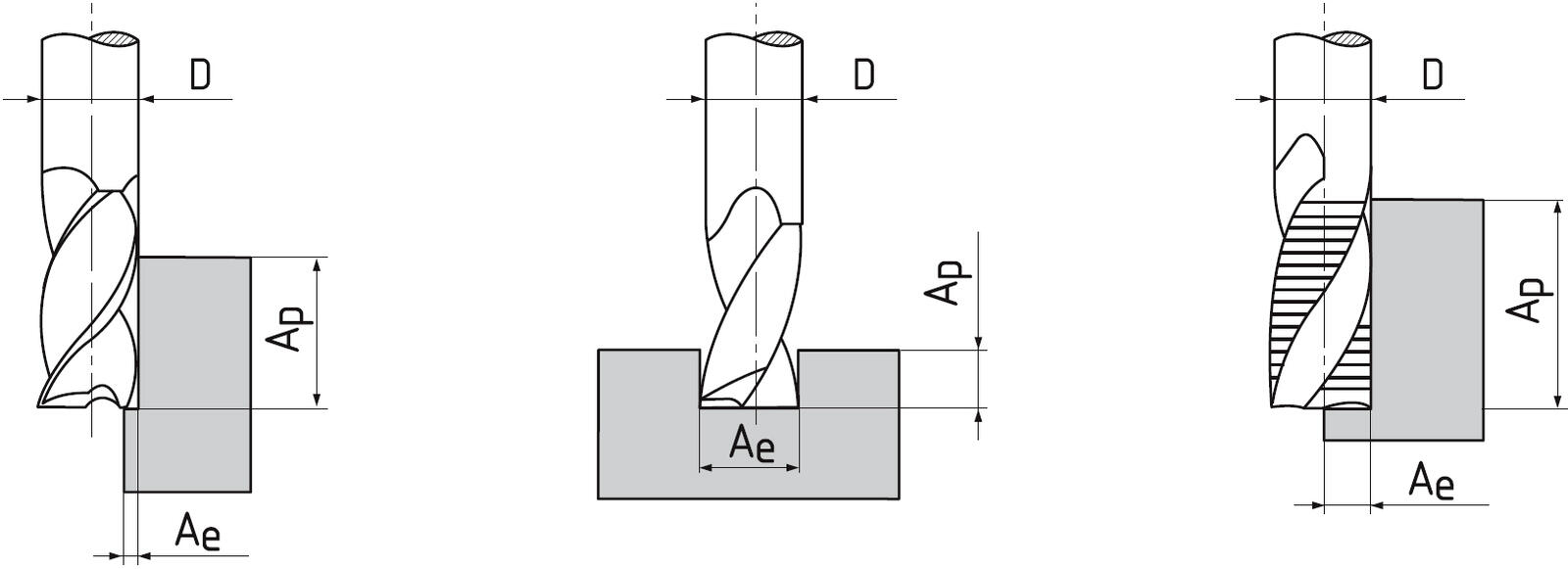
Ae |
Ap |
Vc |
fz(mm/z) Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 20 |
Ø 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 1xD | 0,1xD | 78 | 0.2 | 0.027 | 0.038 | 0.044 | 0.054 | 0.065 | 0.078 |
| P.2 | Stale konstrukcyjne i lite | ≤ 850 N/mm² | 1xD | 0,1xD | 78 | 0.2 | 0.027 | 0.038 | 0.044 | 0.054 | 0.065 | 0.078 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 1xD | 0,1xD | 66 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.053 | 0.066 |
| P.4 | Stale uszlachetnione | ≤ 900 N/mm² | 1xD | 0,1xD | 66 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.053 | 0.066 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm² | 1xD | 0,1xD | 66 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.053 | 0.066 |
| P.6 | Stale narzędziowe i uszlachetnione | > 1100 N/mm² | 1xD | 0,1xD | 66 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.053 | 0.066 |
| M.1 | Stale nierdzewne | ≤ 750 N/mm² | 1xD | 0,1xD | 60 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.054 | 0.068 |
| M.2 | Stale nierdzewne | 750 - 850 N/mm² | 1xD | 0,1xD | 48 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.054 | 0.068 |
| M.3 | Stale nierdzewne | > 850 mm² | 1xD | 0,1xD | 48 | 0.018 | 0.024 | 0.03 | 0.036 | 0.042 | 0.054 | 0.068 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy ze spłaszczeniem (weldon) wg. DIN 1835 B.
Uniwersalne zastosowanie. Odpowiedni do materiałow o wytrzymałości do 900 MPa.

Możliwe kierunki posówu
Powłoka o wysokiej odporności na zużycie abrazyjne, trwałości i twardości przy wysokich temperaturach.

Narzędzie wykonano wg norm spółka
Kąt lini śrubowej = 50°.
Kąt ostrzy czołovych = 12°.
Stal wysokiej jakości produkowana przy użyciu metalurgii proszkowej. Posiada jednorodną strukturę, która skutkuje większą stabilnością wymiarową i trwałością ostrzy narzędzi. Nadaje się do obróbki materiałów bardzo twardych i trudnych do obróbki, takich jak tytan oraz jego stopy. Frezy wykonane z tej stali są dostarczane z powłoką AlTiN jako elementem standardowym.