Frezy walcowo-czołowe długie, 1 ostrze przez środek, 44°-46°, typ W, gładka stopka, powłoka ZrN







Warunki skrwania
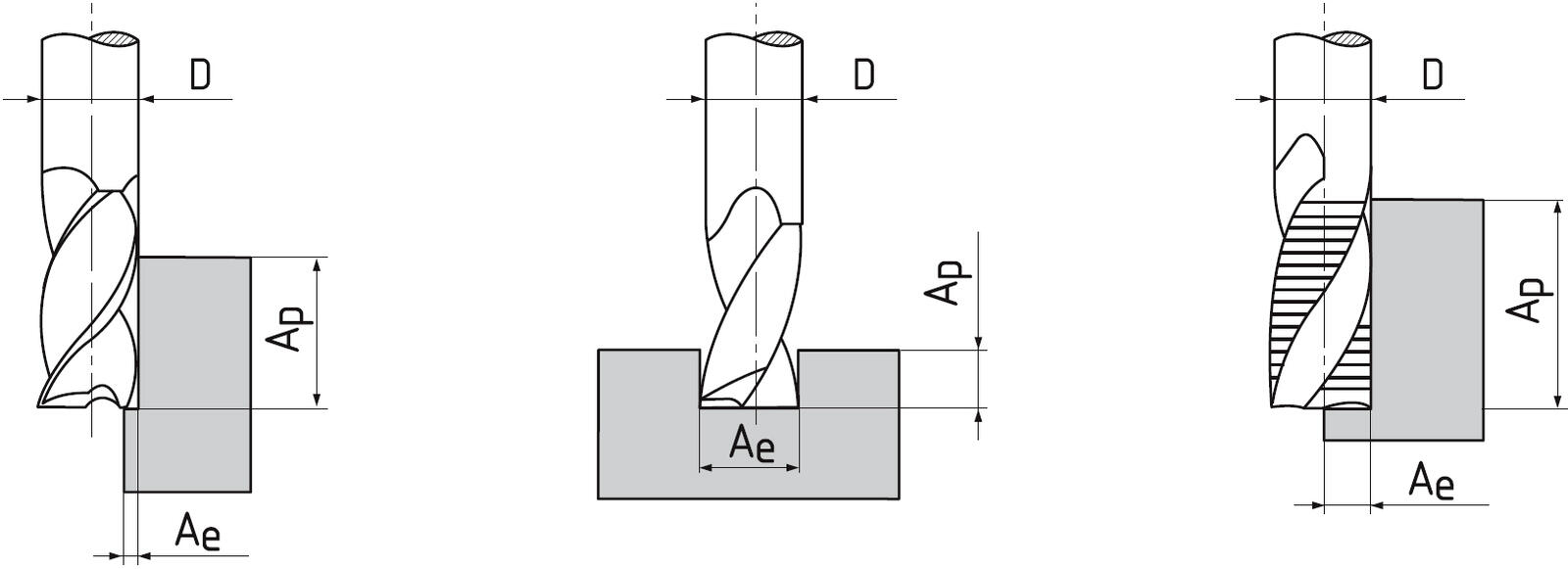
Materiał | Wytrzymałość | Ap | Ae | Vc | fz(mm/z) Ø 8 | Ø 10 | Ø 12 | Ø 14 | Ø 16 | Ø 18 | Ø 20 | Ø 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| N.1 | Aluminium, stopy aluminiowo - krzemowe (Si ≤ 6%) | ≤ 400 N/mm² | 0,5xD | 0,3xD | 200 | 0.08 | 0.1 | 0.12 | 0.14 | 0.16 | 0.18 | 0.2 | 0.25 |
| N.2 | Stopy aluminiowo - krzemowe (Si ≤ 12%) | ≤ 600 N/mm² | 0,5xD | 0,3xD | 200 | 0.08 | 0.1 | 0.12 | 0.14 | 0.16 | 0.18 | 0.2 | 0.25 |
| N.4 | Miedź, stopy miedzi, mosiądz, brąz | ≤ 800 N/mm² | 0,5xD | 0,3xD | 500 | 0.08 | 0.1 | 0.12 | 0.14 | 0.16 | 0.18 | 0.2 | 0.25 |
Obliczanie warunków cięcia
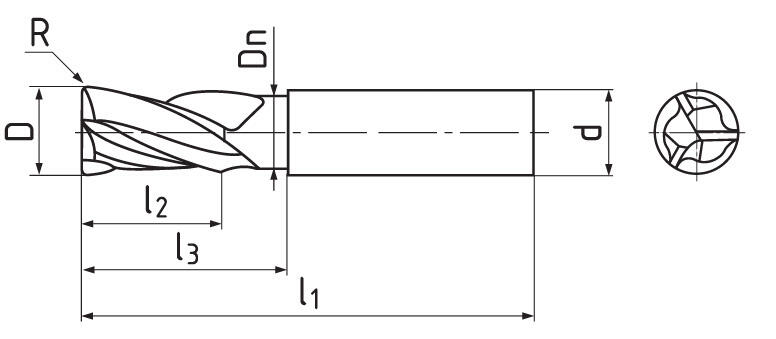
Cechy produktu
Chwyt walcowy wg. DIN 6535 HA.
Kąt lini śrubowej = 44-46°. Kąt ostrzy czołovych = 15°.

Wykonanie czoła
Materiały węglikowe charakteryzują się wysoką wytrzymałością na ściskanie, dużą twardością, a tym samym wysoką odpornością na zużycie, ale także ograniczoną wytrzymałością na zginanie i ciągliwością.
Do obróki metali miękich takich aluminium i metale nieżelazne.

Możliwe kierunki posówu

Chłodzenie olejem.
Powłoka o wysokiej odporności na korozję i wysokiej odporności na przyleganie metali nieżelaznych. Obróbka stopów Al z niższą zawartością Si lub obróbka tworzyw sztucznych i miedzi.