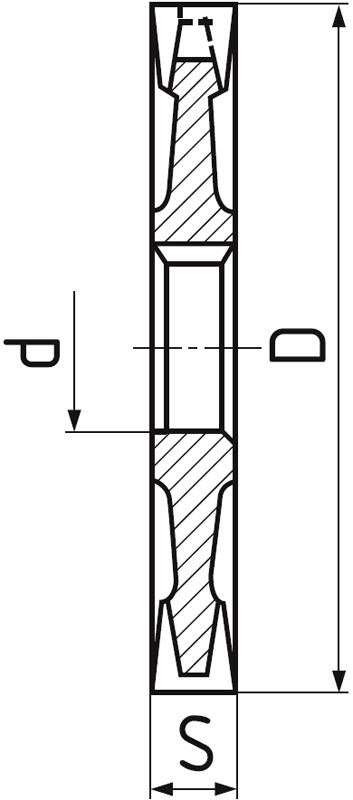
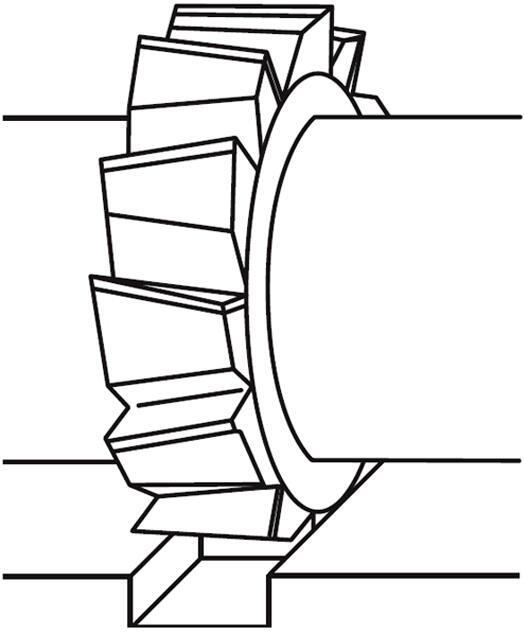
Side and face milling cutters, semicoarse teeth, type N






|
D
js 16 |
S
s 10 |
d
H 7 | Z | Item code | On stock |
|---|---|---|---|---|---|
| 63 | 10 | 22 | 12 | 720373.06310 | Yes |
| 63 | 12 | 22 | 12 | 720373.06312 | Yes |
| 80 | 10 | 27 | 14 | 720373.08010 | Yes |
| 80 | 10 | 22 | 14 | 720373.0801022 | Yes |
| 100 | 12 | 27 | 14 | 720373.10012 | Yes |
| 100 | 12 | 22 | 14 | 720373.1001222 | Yes |
| 100 | 14 | 32 | 14 | 720373.10014 | Yes |
| 100 | 14 | 27 | 14 | 720373.1001427 | Yes |
| 100 | 16 | 32 | 14 | 720373.10016 | Yes |
| 125 | 14 | 40 | 16 | 720373.1251440 | Yes |
| 125 | 18 | 40 | 16 | 720373.1251840 | Yes |
| 160 | 18 | 40 | 18 | 720373.16018 | Yes |
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 63 |
Ø 80 |
Ø 100 |
Ø 125 |
Ø 160 |
|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 0,1xD | 1xS | 30 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 0,1xD | 1xS | 26 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 0,1xD | 1xS | 25 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 0,1xD | 1xS | 140-240 | 0.042 | 0.049 | 0.056 | 0.063 | 0.0644 |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² | 0,1xD | 1xS | 50-90 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
Calculations of cutting conditions
Product attributes
Straight bore with standard keyway according to DIN 138.
Universal usage. Suitable for materials up to strength 900 MPa.
