Solid carbide rotary burrs, type SKM, cutting profile MX



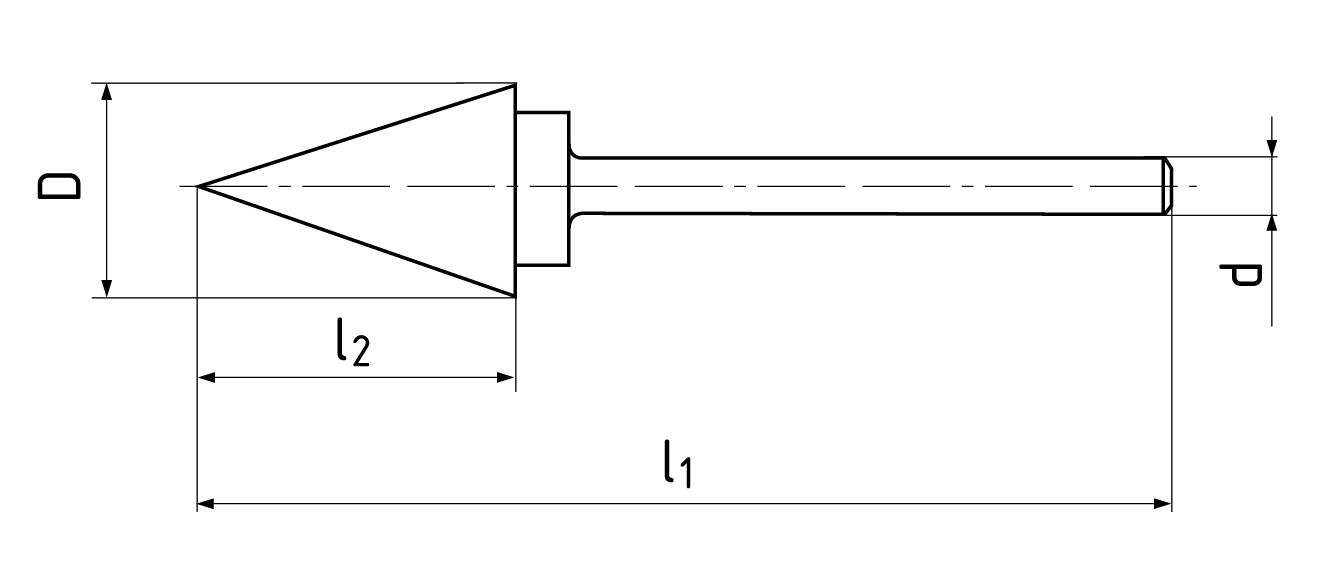
| D | d | l1 | l2 | Item code | On stock |
|---|---|---|---|---|---|
| 3 | 3 | 38 | 10 | T1502MX.030100 | No |
| 6 | 6 | 50 | 12 | T1502MX.060120 | Yes |
| 6 | 6 | 50 | 15 | T1502MX.060150 | Yes |
| 6 | 6 | 50 | 19 | T1502MX.060190 | Yes |
| 10 | 6 | 61 | 16 | T1502MX.100160 | Yes |
| 12 | 6 | 67 | 25 | T1502MX.120250 | Yes |
Cutting conditions
Material |
Strength |
|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² |
| P.2 | General construction steels, steel casting | ≤ 850 N/mm² |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² |
| P.4 | Heat treatable steels | ≤ 900 N/mm² |
| P.5 | Tool steels low alloyed | ≤ 1100 N/mm² |
| P.6 | Tool and treated steels | > 1100 N/mm² |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² |
| N.1 | Aluminium, aluminium cast alloys (Si ≤ 6%) | ≤ 400 N/mm² |
| N.2 | Aluminium cast alloys (Si ≤ 12%) | ≤ 600 N/mm² |
| N.3 | Aluminium cast alloys (Si > 12%) | ≤ 600 N/mm² |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² |
| S.1 | Chrome-nickle alloys | ≤ 1500 N/mm² |
| S.2 | Titanium, titanium cast alloys | ≤ 1250 N/mm² |
Product attributes
Plain straight shank according to DIN 6535 HA.

Feed direction possibility
Blade type MX (cross toothing) is a versatile alternative for both soft and hard materials. Its design reduces tool chatter and chip breakage into gritty shapes. These smaller chips also help eliminate groove loading.