Extra long ball nose end mills, type N, plain shank, coating AlCrN







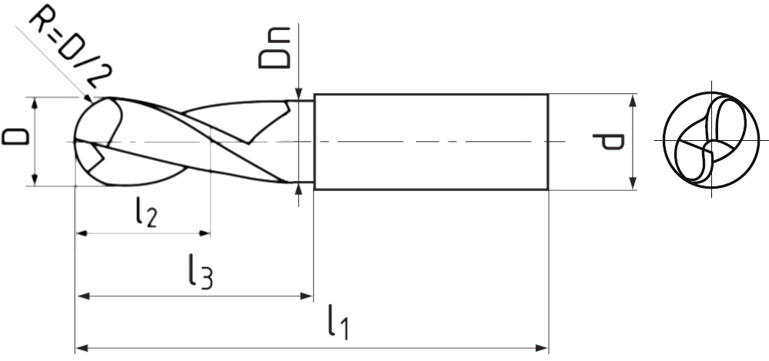
| D h 10 | d h 6 | l1 | l2 | l3 | Dn | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|---|
| 2 | 6 | 62 | 3 | 7 | 1,9 | 2 | S511602E.020 | No |
| 3 | 6 | 62 | 4 | 9,5 | 2,8 | 2 | S511602E.030 | No |
| 4 | 6 | 62 | 5 | 12 | 3,8 | 2 | S511602E.040 | No |
| 5 | 6 | 80 | 6 | 14,5 | 5,8 | 2 | S511602E.050 | Yes |
| 6 | 6 | 80 | 7 | 17 | 5,7 | 2 | S511602E.060 | No |
| 8 | 8 | 90 | 9 | 22 | 7,6 | 2 | S511602E.080 | Yes |
| 10 | 10 | 100 | 11 | 27 | 9,5 | 2 | S511602E.100 | No |
| 12 | 12 | 120 | 13 | 32 | 11,5 | 2 | S511602E.120 | Yes |
| 14 | 14 | 120 | 15 | 37 | 13,5 | 2 | S511602E.140 | No |
| 16 | 16 | 140 | 17 | 42 | 15,5 | 2 | S511602E.160 | No |
| 18 | 18 | 140 | 19 | 47 | 14,5 | 2 | S511602E.180 | No |
| 20 | 20 | 160 | 21 | 52 | 19,5 | 2 | S511602E.200 | No |
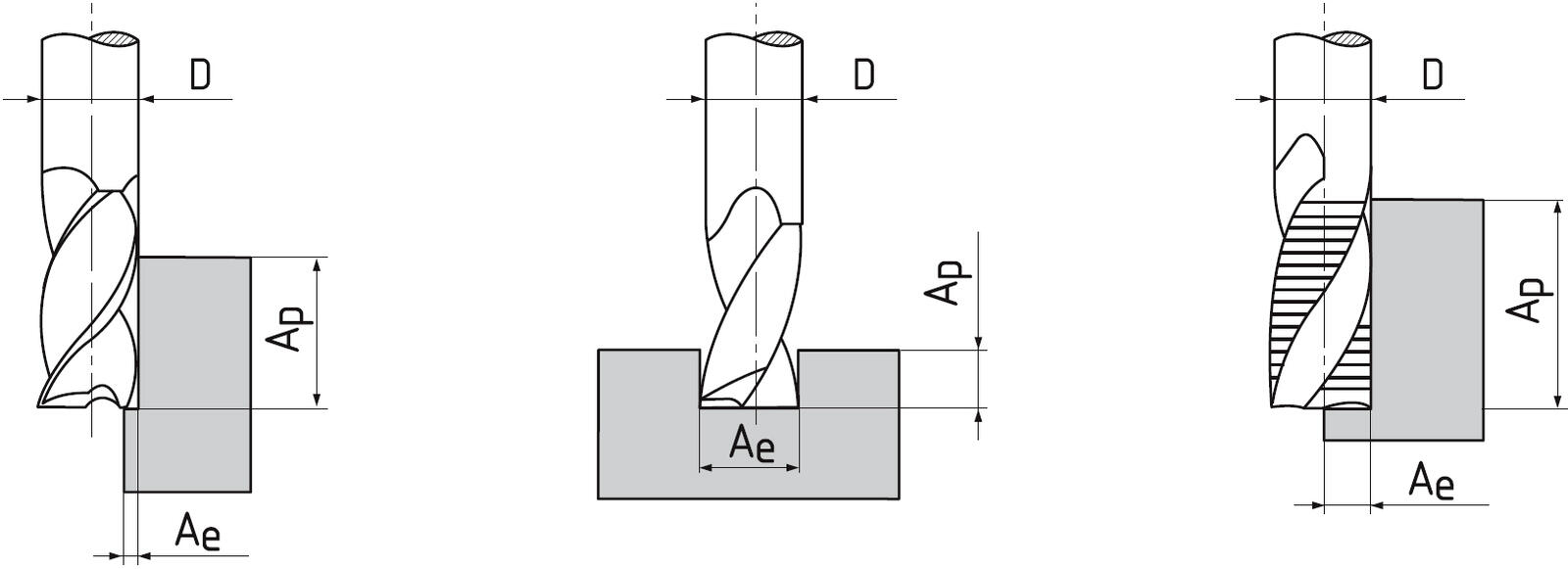
Cutting conditions
Material | Strength | Ae | Ap | Vc | fz(mm/z) Ø 3 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 18 | Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 0,1xD | 0,05xD | 210 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 0,1xD | 0,05xD | 175 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 0,1xD | 0,05xD | 140 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 0,1xD | 0,05xD | 150 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 0,1xD | 0,05xD | 110 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 0,1xD | 0,05xD | 50 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| S.2 | Titanium, Titanium alloys | ≤ 1250 N/mm² | 0,1xD | 0,05xD | 70 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| H.1 | Hardened materials (< 54 HRC) | ≤ 1920 N/mm² | 0,1xD | 0,05xD | 120 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
| H.2 | Hardened materials (54-60 HRC) | 1920 - 2210 N/mm² | 0,1xD | 0,05xD | 100 | 0.03 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.18 | 0.2 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 1835 B.
Helix angle = 30°. Rake angle = 6°.
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.