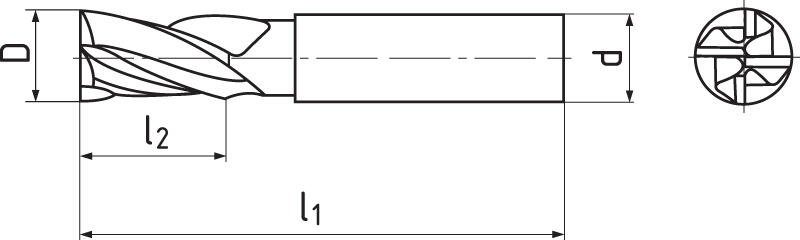
End mills short, 2 teeth cut to centre, 30°, type N, plain shank







|
D
h 10 |
d
h 6 | l1 | l2 | Z | Item code | On stock |
|---|---|---|---|---|---|---|
| 3 | 3 | 40 | 12 | 4 | C120602.030 | Yes |
| 4 | 4 | 40 | 12 | 4 | C120602.040 | Yes |
| 5 | 5 | 50 | 14 | 4 | C120602.050 | Yes |
| 6 | 6 | 50 | 16 | 4 | C120602.060 | Yes |
| 8 | 8 | 60 | 20 | 4 | C120602.080 | Yes |
| 10 | 10 | 70 | 22 | 4 | C120602.100 | Yes |
| 12 | 12 | 70 | 22 | 4 | C120602.120 | Yes |
| 16 | 16 | 75 | 25 | 4 | C120602.160 | Yes |
| 20 | 20 | 100 | 32 | 4 | C120602.200 | Yes |
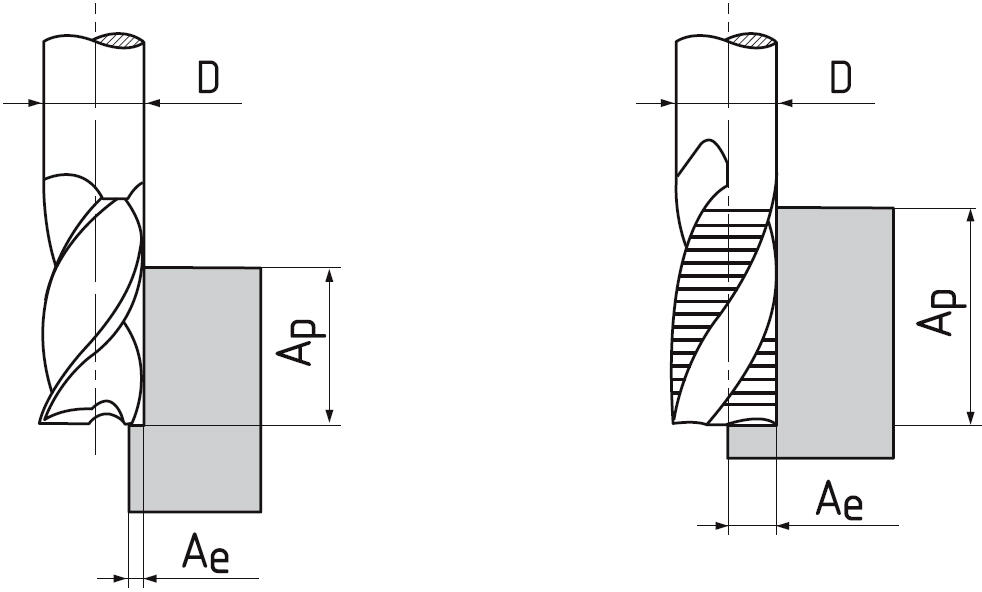
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 1,75xD | 0,2xD | 130 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 1,75xD | 0,2xD | 70 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 1,75xD | 0,2xD | 60 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 1,75xD | 0,2xD | 65 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 1,75xD | 0,2xD | 60 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 1,75xD | 0,2xD | 100 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 1,75xD | 0,2xD | 70 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 1,75xD | 0,2xD | 35 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
| S.2 | Titanium, titanium alloys | ≤ 1250 N/mm² | 1,75xD | 0,2xD | 50 | 0.007 | 0.014 | 0.019 | 0.023 | 0.028 | 0.037 | 0.047 |
Calculations of cutting conditions
Product attributes
Plain straight shank according to DIN 6535 HA.
Universal usage. Suitable for materials up to strength 900 MPa.

Feed direction possibility
