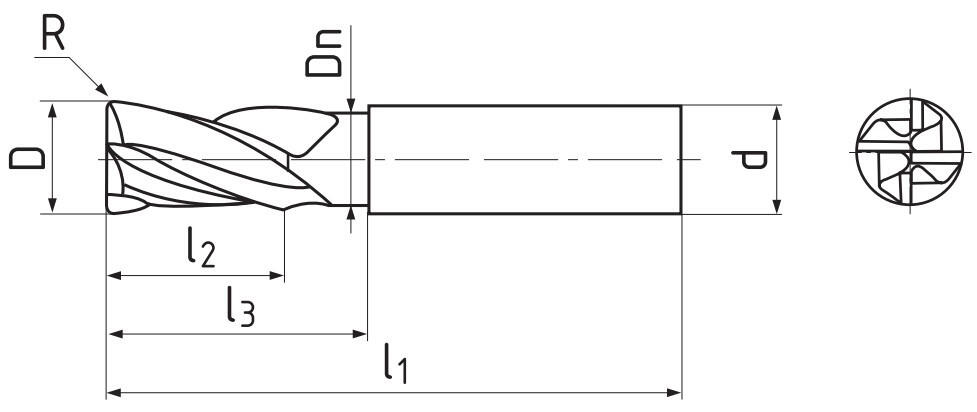
End mills long with corner radius, 2 teeth cut to centre, 40°-42°, type N, plain shank, coating AlCr





|
D
h 10 |
d
h 6 | l1 | l2 | l3 | Dn | R | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|---|---|
| 6 | 6 | 57 | 13 | 19 | 5,7 | 0,5 | 4 | S151602R.06005 AlCr | No |
| 6 | 6 | 57 | 13 | 19 | 5,7 | 1 | 4 | S151602R.06010 AlCr | No |
| 8 | 8 | 63 | 19 | 25 | 7,6 | 0,5 | 4 | S151602R.08005 AlCr | No |
| 8 | 8 | 63 | 19 | 25 | 7,6 | 1 | 4 | S151602R.08010 AlCr | No |
| 10 | 10 | 72 | 22 | 30 | 9,5 | 0,5 | 4 | S151602R.10005 AlCr | No |
| 10 | 10 | 72 | 22 | 30 | 9,5 | 1 | 4 | S151602R.10010 AlCr | No |
| 10 | 10 | 72 | 22 | 30 | 9,5 | 2 | 4 | S151602R.10020 AlCr | No |
| 12 | 12 | 83 | 26 | 36 | 11,5 | 0,5 | 4 | S151602R.12005 AlCr | Yes |
| 12 | 12 | 83 | 26 | 36 | 11,5 | 1 | 4 | S151602R.12010 AlCr | No |
| 12 | 12 | 83 | 26 | 36 | 11,5 | 2 | 4 | S151602R.12020 AlCr | No |
| 16 | 16 | 92 | 32 | 42 | 15,5 | 0,5 | 4 | S151602R.16005 AlCr | No |
| 16 | 16 | 92 | 32 | 42 | 15,5 | 1 | 4 | S151602R.16010 AlCr | No |
| 16 | 16 | 92 | 32 | 42 | 15,5 | 2 | 4 | S151602R.16020 AlCr | No |
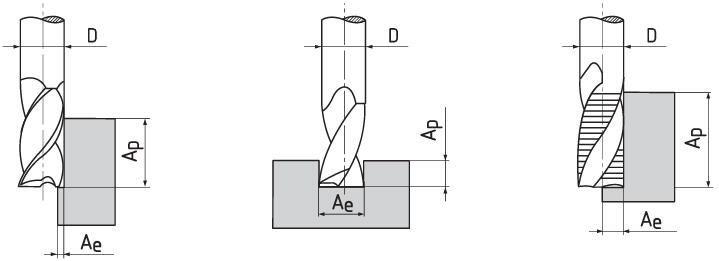
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
|---|---|---|---|---|---|---|---|---|---|
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 1,5xD | 0,3xD | 120 | 0.15 | 0.15 | 0.2 | 0.2 | 0.25 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 1,5xD | 0,3xD | 100 | 0.15 | 0.15 | 0.2 | 0.2 | 0.25 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 1,5xD | 0,3xD | 70 | 0.15 | 0.15 | 0.2 | 0.2 | 0.25 |
| S.2 | Titanium, titanium alloys | ≤ 1250 N/mm² | 1,5xD | 0,3xD | 90 | 0.15 | 0.15 | 0.2 | 0.2 | 0.25 |
Calculations of cutting conditions
Product attributes
Plain straight shank according to DIN 6535 HA.
Helix angle = 40/42°.
Rake angle = 12°.

End face design - radius
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.
Universal usage. Suitable for materials up to strength 900 MPa.

Feed direction possibility

Oil coolant.
