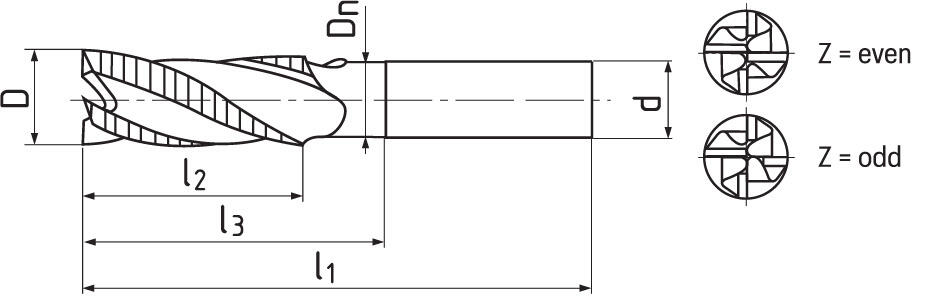
End mills long, 2 teeth cut to centre, 45°, type HR, plain shank, coating AlCrN








|
D
h 10 |
d
h 6 | l1 | l2 | l3 | Dn | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|---|
| 4 | 6 | 57 | 11 | 16 | 3,8 | 3 | S119602N.040 AlCrN | Yes |
| 5 | 6 | 57 | 13 | 18 | 4,8 | 4 | S119602N.050 AlCrN | Yes |
| 6 | 6 | 57 | 13 | 19 | 5,7 | 4 | S119602N.060 AlCrN | Yes |
| 8 | 8 | 63 | 19 | 25 | 7,6 | 4 | S119602N.080 AlCrN | Yes |
| 10 | 10 | 72 | 22 | 30 | 9,5 | 4 | S119602N.100 AlCrN | Yes |
| 12 | 12 | 83 | 26 | 36 | 11,5 | 4 | S119602N.120 AlCrN | Yes |
| 14 | 14 | 83 | 26 | 36 | 13,5 | 4 | S119602N.140 AlCrN | No |
| 16 | 16 | 92 | 32 | 42 | 15,5 | 4 | S119602N.160 AlCrN | Yes |
| 16 | 16 | 92 | 32 | 42 | 15,5 | 5 | S119602N.160Z5 AlCrN | Yes |
| 18 | 18 | 92 | 32 | 42 | 17,5 | 5 | S119602N.180 AlCrN | No |
| 20 | 20 | 104 | 38 | 52 | 19,5 | 5 | S119602N.200 AlCrN | Yes |
| 20 | 20 | 104 | 38 | 52 | 19,5 | 6 | S119602N.200Z6 AlCrN | Yes |
Cutting conditions
Material |
Strength |
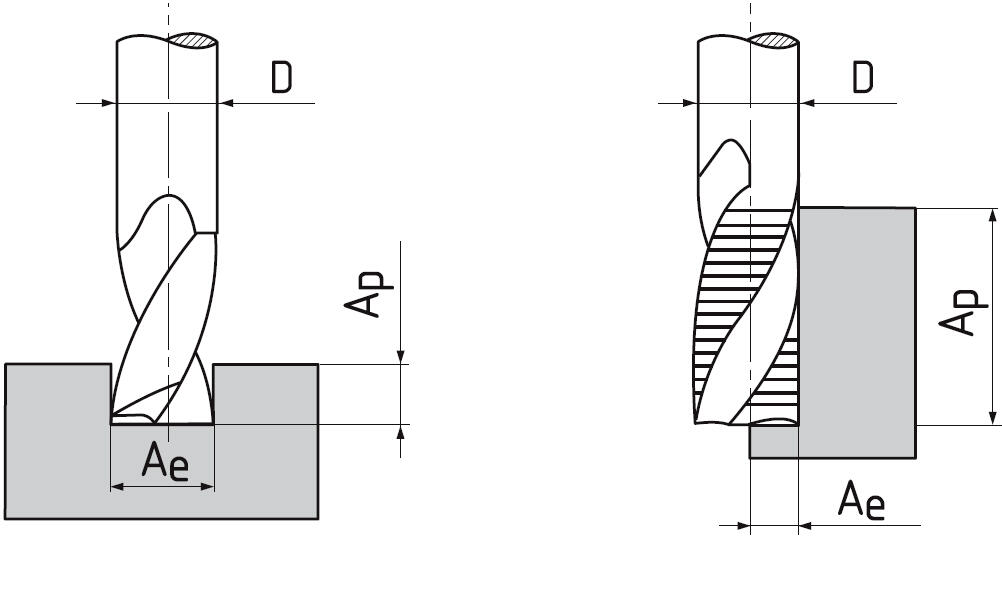
Ap |
Ae |
Vc |
fz(mm/z) Ø 4 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 1,5xD | 0,4xD | 210 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 1,5xD | 0,4xD | 175 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 1,5xD | 0,4xD | 120 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 1,5xD | 0,4xD | 110 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 1,5xD | 0,4xD | 90 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 1,5xD | 0,4xD | 150 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 1,5xD | 0,4xD | 110 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 1,5xD | 0,4xD | 50 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| S.2 | Titanium, titanium alloys | ≤ 1250 N/mm² | 1,5xD | 0,4xD | 70 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| H.1 | Hardened materials (< 54 HRC) | ≤ 1920 N/mm² | 1,5xD | 0,4xD | 120 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
| H.2 | Hardened materials (54 - 60 HRC) | 1920 - 2210 N/mm² | 1,5xD | 0,4xD | 100 | 0.02 | 0.03 | 0.04 | 0.055 | 0.065 | 0.085 | 0.1 | 0.11 |
Calculations of cutting conditions
Product attributes
Plain straight shank according to DIN 6535 HA.
For roughing operation and materials of medium and higher strength (up to 1200 MPa), surface roughness Ra 6,3 and more.

Feed direction possibility

Air cooling
Coating with very high wear resistance and excellent hot hardness.