<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
S111402N
Solid carbide (SC)
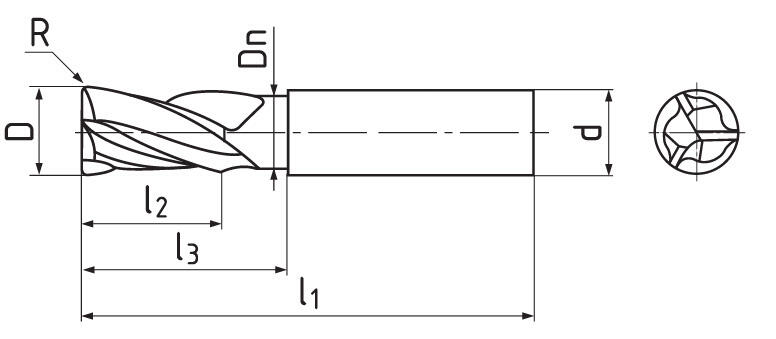
R
D
d
l1
l2
l3
Dn
Z
Item code
On stock
0,2
6
6
62
7
24
5
3
S111402N.060
Yes
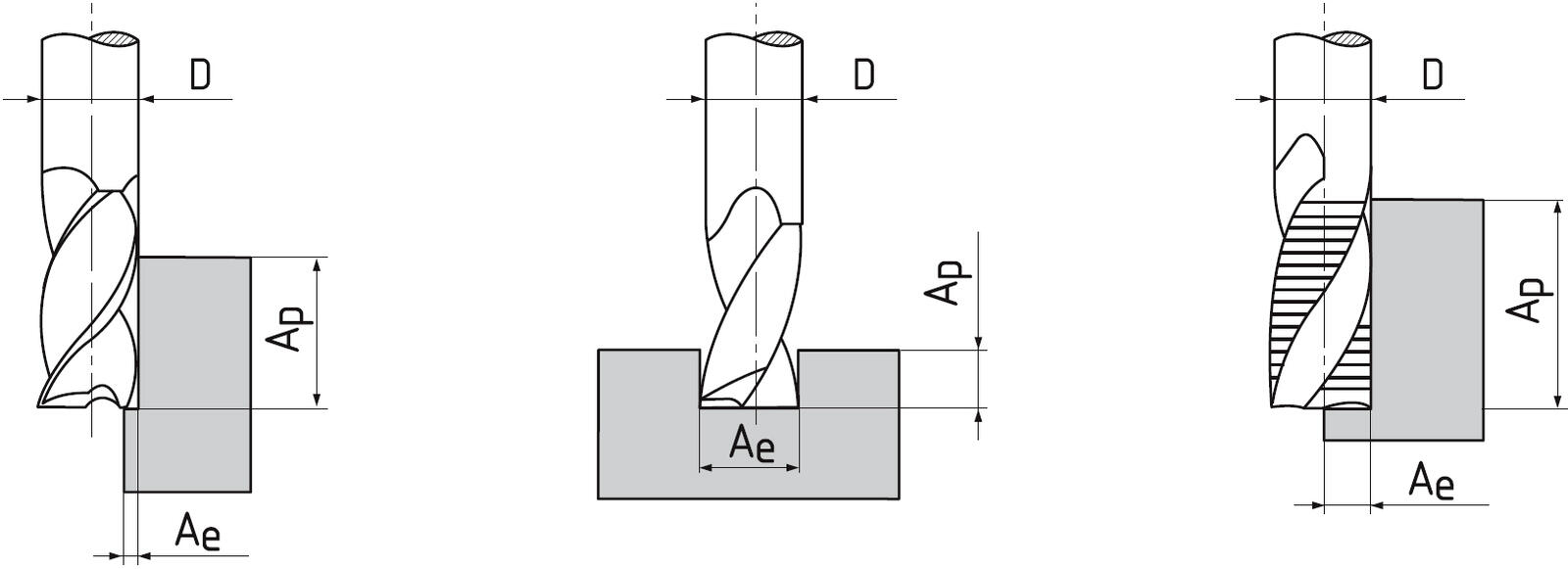
Cutting conditions
p e c fz (mm/z) Ø 8Ø 10Ø 12Ø 14Ø 16Ø 18Ø 20Ø 25
N.1 | Aluminium, Aluminium cast alloys Si (Si ≤ 6%)
≤ 400 N/mm²
0,5xD
0,3xD
200
0.08
0.1
0.12
0.14
0.16
0.18
0.2
0.25
N.2 | Aluminium cast alloys Si (Si ≤ 12%)
≤ 600 N/mm²
0,5xD
0,3xD
200
0.08
0.1
0.12
0.14
0.16
0.18
0.2
0.25
N.4 | Cooper-zinc alloys, cooper-tin alloys
≤ 800 N/mm²
0,5xD
0,3xD
500
0.08
0.1
0.12
0.14
0.16
0.18
0.2
0.25
Calculations of cutting conditions
Product attributes
Plain straight shank according to DIN 6535 HA.
For machining of soft materials, for example aluminium and non-ferrous metals.
Feed direction possibility
Oil coolant.
Coating with very low residual stress and high hardness and low coefficitent of friction. Perfect for non ferrous metals.
Company norm
Helix angle = 44-46°.
Rake angle = 15°.
End face design - radius
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.
2025 © ZPS-FN a.s. | All right reserved