<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
S151702R AlCrN
Solid carbide (SC)
Cutting conditions
p e c fz (mm/z) Ø 6Ø 8Ø 10Ø 12Ø 16Ø 20
P.1 | Free-cutting steels, general construction steels
≤ 600 N/mm²
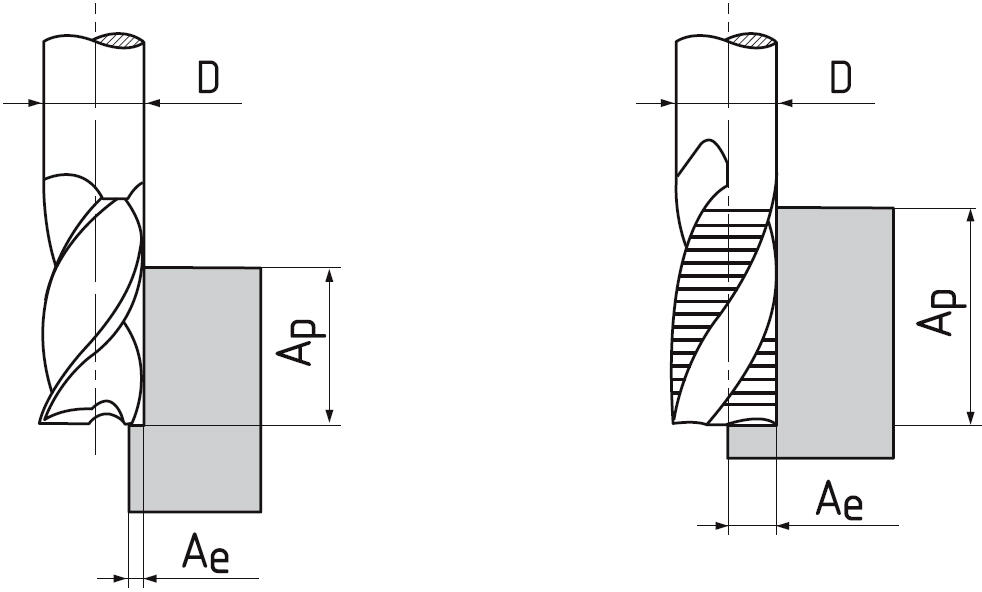
2xD
0,06xD
210
0.03
0.04
0.05
0.06
0.08
0.1
P.3 | Tool steels low alloyed
≤ 1100 N/mm²
2xD
0,06xD
175
0.03
0.04
0.05
0.06
0.08
0.1
P.5 | Tool steels high alloyed
≤ 1100 N/mm²
2xD
0,06xD
120
0.03
0.04
0.05
0.06
0.08
0.1
K.1 | Cast iron
< 240 HB
2xD
0,06xD
150
0.03
0.04
0.05
0.06
0.08
0.1
K.2 | Cast iron
> 240 HB
2xD
0,06xD
110
0.03
0.04
0.05
0.06
0.08
0.1
S.1 | Chrome-nickel alloys
≤ 1500 N/mm²
2xD
0,06xD
50
0.03
0.04
0.05
0.06
0.08
0.1
H.1 | Hardened materials
< 54 HRC
2xD
0,06xD
120
0.03
0.04
0.05
0.06
0.08
0.1
H.2 | Hardened materials
54 - 60 HRC
2xD
0,06xD
100
0.03
0.04
0.05
0.06
0.08
0.1
Calculations of cutting conditions
Product attributes
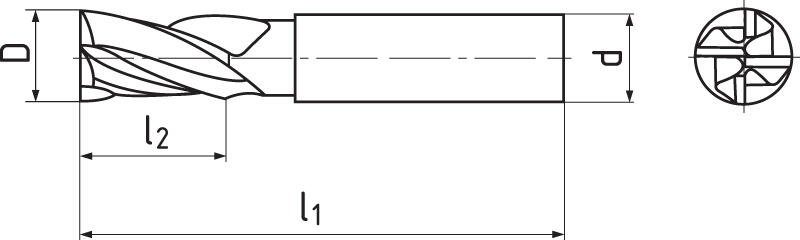
Plain straight shank according to DIN 6535 HA.
Designed for milling (finishing) of materials of medium and higher strength (up to 1200 MPa). Surface roughness Ra 3,2; exceptionally even 1,6.
Feed direction possibility
Oil coolant.
Coating with very high wear resistance and excellent hot hardness.
Company norm
Helix angle = 50/35°.
Rake angle = 6°.
End face design - radius
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.
2025 © ZPS-FN a.s. | All right reserved