Ball nose end mills long, 2-fluted, type N, Weldon shank, coating AlTiN







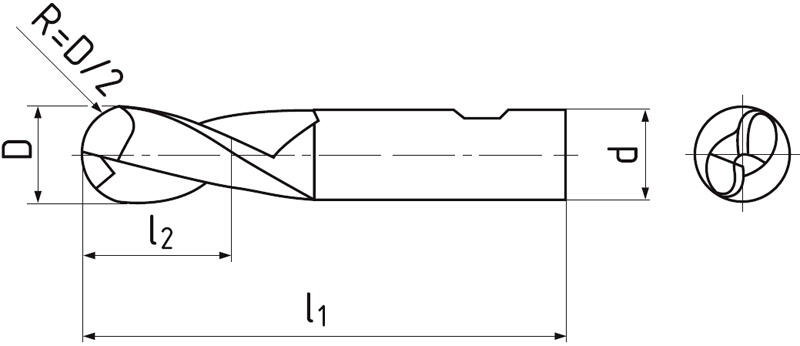
| R |
D
k 12 |
d
h 6 | l1 | l2 | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|
| 1,5 | 3 | 6 | 57 | 7 | 2 | S511612.030 AlTiN | Yes |
| 2 | 4 | 6 | 57 | 8 | 2 | S511612.040 AlTiN | Yes |
| 2,5 | 5 | 6 | 57 | 10 | 2 | S511612.050 AlTiN | Yes |
| 3 | 6 | 6 | 57 | 10 | 2 | S511612.060 AlTiN | Yes |
| 4 | 8 | 8 | 63 | 16 | 2 | S511612.080 AlTiN | Yes |
| 5 | 10 | 10 | 72 | 19 | 2 | S511612.100 AlTiN | Yes |
| 6 | 12 | 12 | 83 | 22 | 2 | S511612.120 AlTiN | Yes |
| 7 | 14 | 14 | 83 | 22 | 2 | S511612.140 AlTiN | Yes |
| 8 | 16 | 16 | 92 | 26 | 2 | S511612.160 AlTiN | No |
| 9 | 18 | 18 | 92 | 26 | 2 | S511612.180 AlTiN | No |
| 10 | 20 | 20 | 104 | 32 | 2 | S511612.200 AlTiN | No |
Cutting conditions
Material |
Strength |
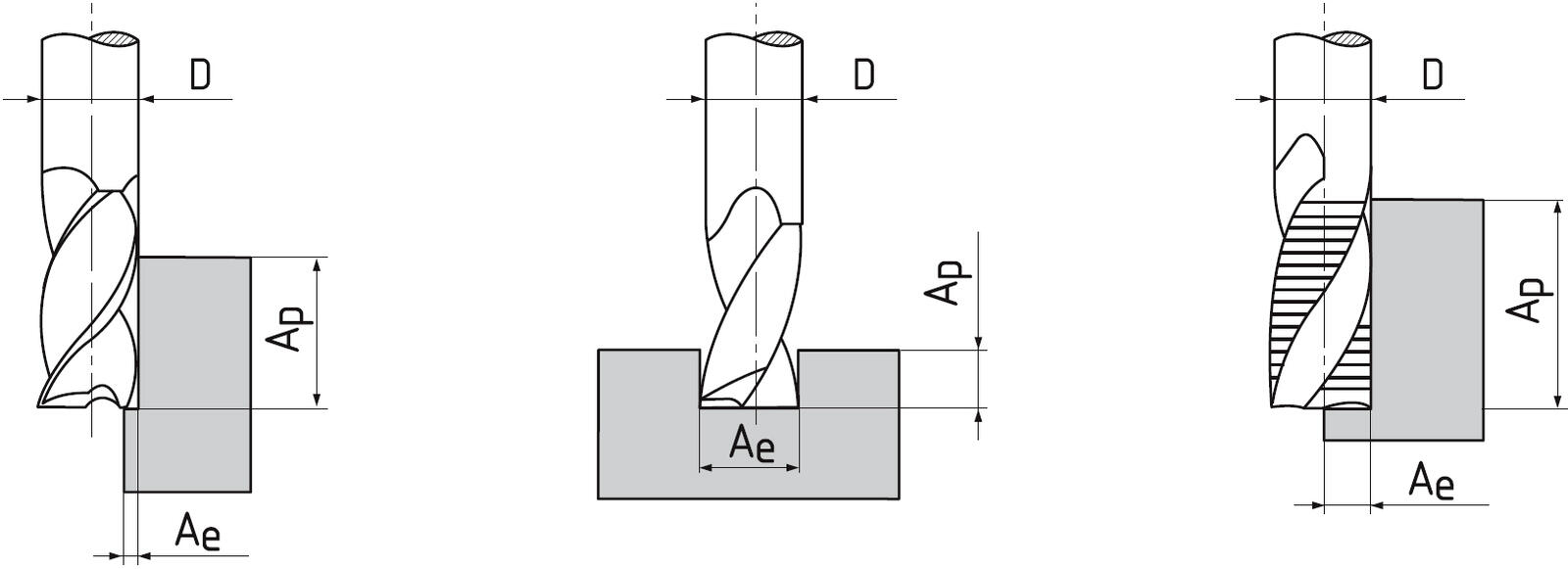
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 0,025xD | 0,05xD | 260 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 0,025xD | 0,05xD | 180 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 0,025xD | 0,05xD | 120 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 0,025xD | 0,05xD | 110 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 0,025xD | 0,05xD | 100 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 0,025xD | 0,05xD | 200 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 0,025xD | 0,05xD | 150 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| N.1 | Aluminium, Aluminium cast alloys Si (Si ≤ 6%) | ≤ 400 N/mm² | 0,025xD | 0,05xD | 300 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² | 0,025xD | 0,05xD | 450 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
| H.1 | Hardened materials (< 54 HRC) | ≤ 1920 N/mm² | 0,025xD | 0,05xD | 80 | 0.045 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.27 | 0.3 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 6535 HB.
Helix angle = 30°.
Rake angle = 12°.

Oil coolant.
Offers similar qualities as TiAlN, but even higher hardness. Substanial temperature stability. Designed for the most demanding applications. It provides excellent result mainly when combined with HSSE-PM steels (ASP 2030). The milling cutters manufactured from this steel are coated with AlTiN as standard.