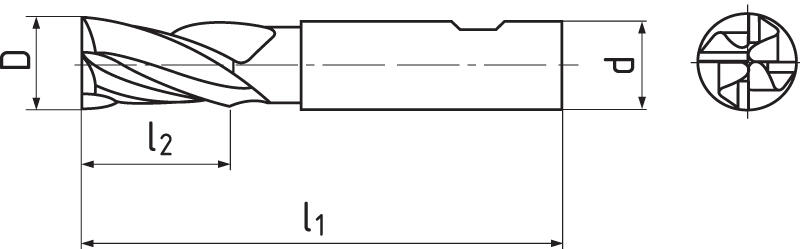
End mills long, 1 tooth cut over centre, 30°, type N, Weldon shank, coating TiAlN






|
D
k 10 |
d
h 6 | l1 | l2 | Z | Item code | On stock |
|---|---|---|---|---|---|---|
| 2 | 6 | 54 | 10 | 3 | 121518.020 TiAlN | Yes |
| 3 | 6 | 56 | 12 | 4 | 121518.030 TiAlN | Yes |
| 3,5 | 6 | 59 | 15 | 4 | 121518.035 TiAlN | Yes |
| 4 | 6 | 63 | 19 | 4 | 121518.040 TiAlN | No |
| 4,5 | 6 | 63 | 19 | 4 | 121518.045 TiAlN | No |
| 5 | 6 | 68 | 24 | 4 | 121518.050 TiAlN | Yes |
| 5,5 | 6 | 68 | 24 | 4 | 121518.055 TiAlN | Yes |
| 6 | 6 | 68 | 24 | 4 | 121518.060 TiAlN | Yes |
| 7 | 10 | 80 | 30 | 4 | 121518.070 TiAlN | Yes |
| 8 | 10 | 88 | 38 | 4 | 121518.080 TiAlN | Yes |
| 9 | 10 | 88 | 38 | 4 | 121518.090 TiAlN | Yes |
| 10 | 10 | 95 | 45 | 4 | 121518.100 TiAlN | No |
| 11 | 12 | 102 | 45 | 4 | 121518.110 TiAlN | Yes |
| 12 | 12 | 110 | 53 | 4 | 121518.120 TiAlN | No |
| 13 | 12 | 110 | 53 | 4 | 121518.130 TiAlN | Yes |
| 14 | 12 | 110 | 53 | 4 | 121518.140 TiAlN | Yes |
| 15 | 12 | 110 | 53 | 4 | 121518.150 TiAlN | Yes |
| 16 | 16 | 123 | 63 | 4 | 121518.160 TiAlN | Yes |
| 18 | 16 | 123 | 63 | 4 | 121518.180 TiAlN | No |
| 20 | 20 | 141 | 75 | 4 | 121518.200 TiAlN | Yes |
| 22 | 20 | 141 | 75 | 5 | 121518.220 TiAlN | Yes |
| 24 | 25 | 166 | 90 | 5 | 121518.240 TiAlN | Yes |
| 25 | 25 | 166 | 90 | 5 | 121518.250 TiAlN | Yes |
| 26 | 25 | 166 | 90 | 5 | 121518.260 TiAlN | Yes |
| 28 | 25 | 166 | 90 | 5 | 121518.280 TiAlN | Yes |
| 30 | 25 | 166 | 90 | 5 | 121518.300 TiAlN | Yes |
| 32 | 32 | 186 | 106 | 6 | 121518.320 TiAlN | Yes |
| 36 | 32 | 186 | 106 | 6 | 121518.360 TiAlN | No |
| 40 | 32 | 205 | 125 | 6 | 121518.40032 TiAlN | Yes |
D 40 ≠ DIN 844L
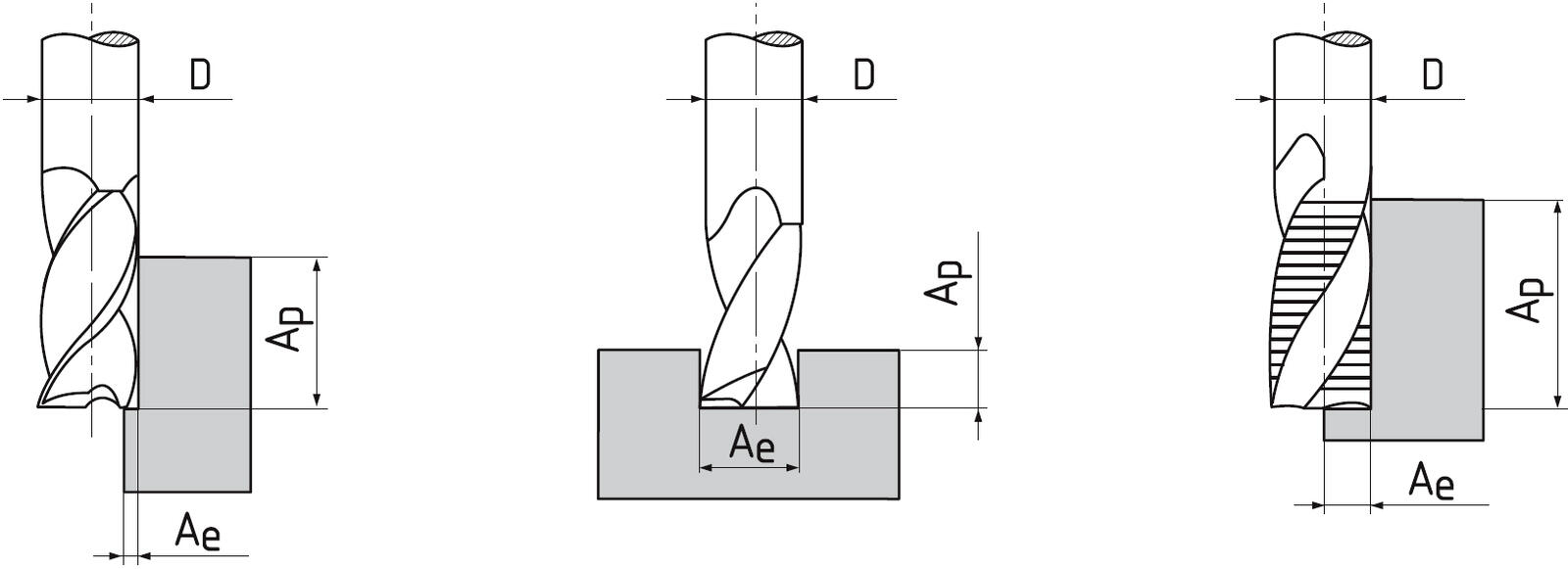
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
Ø 25 |
Ø 32 |
Ø 40 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 1xD | 0,1xD | 67,5 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 1xD | 0,1xD | 58,5 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 1xD | 0,1xD | 36 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.4 | Heat treatable steels | ≤ 900 N/mm² | 1xD | 0,1xD | 45 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| P.6 | Tool and treated steels | > 1100 N/mm² | 1xD | 0,1xD | 30 | 0.0042 | 0.0105 | 0.0147 | 0.0196 | 0.0238 | 0.0308 | 0.0357 | 0.0399 | 0.0497 | 0.0637 | 0.077 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 1xD | 0,1xD | 22,5 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 1xD | 0,1xD | 52,5 | 0.006 | 0.015 | 0.021 | 0.028 | 0.034 | 0.044 | 0.051 | 0.057 | 0.071 | 0.091 | 0.11 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 1xD | 0,1xD | 240-450 | 0.0078 | 0.0195 | 0.0273 | 0.0364 | 0.0442 | 0.0572 | 0.0663 | 0.0741 | 0.0923 | 0.1183 | 0.143 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 1xD | 0,1xD | 18 | 0.0042 | 0.0105 | 0.0147 | 0.0196 | 0.0238 | 0.0308 | 0.0357 | 0.0399 | 0.0497 | 0.0637 | 0.077 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 1835 B.
Helix angle = 30°.
Rake angle = 8°.

Feed direction possibility
Its advantage is in high hardness in higher temperaures, good oxidation resistance and low temperature conductivity. Universal usage with emphasis on high-speed miling without cooling. Siutable for milling of hard materials.
Universal usage. Suitable for materials up to strength 900 MPa.

Feed direction possibility
Extra high performance high speed steel with good toughness and great temperature resistance. It is applicable especially for milling of materials with high strength, austenitic steels, steels for warm working, etc.