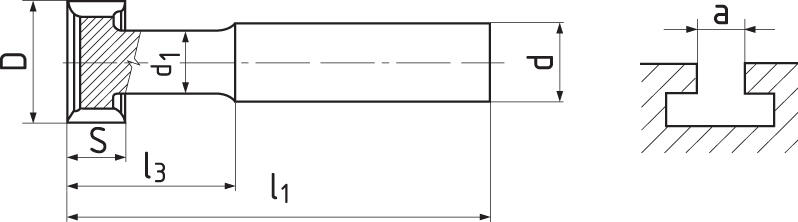
T-slot cutters, type N, plain shank





|
D
d 11 |
S
d 11 |
d
h 6 | l1 | l3 | d1 | Z | a | Item code | On stock |
|---|---|---|---|---|---|---|---|---|---|
| 11 | 4 | 10 | 53,5 | 13,5 | 4 | 6 | 5 | 310205.110 | Yes |
| 12,5 | 6 | 10 | 57 | 17 | 5 | 6 | 6 | 310205.125 | Yes |
| 16 | 8 | 10 | 62 | 22 | 7 | 6 | 8 | 310205.160 | Yes |
| 18 | 8 | 12 | 70 | 25 | 8 | 6 | 10 | 310205.180 | Yes |
| 19* | 9 | 12 | 71 | 26 | 8 | 6 | 8 | 310205.190 | Yes |
| 21 | 9 | 12 | 74 | 29 | 10 | 6 | 12 | 310205.210 | Yes |
| 22* | 10 | 12 | 75 | 30 | 10 | 6 | 10 | 310205.220 | Yes |
| 25 | 11 | 16 | 82 | 34 | 12 | 8 | 14 | 310205.250 | Yes |
| 28* | 12 | 16 | 85 | 37 | 13 | 8 | 13 | 310205.280 | Yes |
| 32 | 14 | 16 | 90 | 42 | 15 | 8 | 18 | 310205.320 | Yes |
| 36* | 16 | 25 | 103 | 47 | 17 | 8 | 17 | 310205.360 | Yes |
| 40 | 18 | 25 | 108 | 52 | 19 | 10 | 22 | 310205.400 | Yes |
| 45* | 20 | 25 | 113 | 57 | 21 | 10 | 21 | 310205.450 | Yes |
| 50 | 22 | 32 | 124 | 64 | 25 | 10 | 28 | 310205.500 | Yes |
| 60 | 28 | 32 | 139 | 79 | 30 | 10 | 36 | 310205.600 | Yes |
*) ≠ DIN 851, ≠ DIN 650
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 12,5 |
Ø 16 |
Ø 18 |
Ø 21 |
Ø 25 |
Ø 32 |
Ø 40 |
Ø 50 |
Ø 60 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steel, general construction steels | ≤ 600 N/mm² | 1xS | Dxa | 28 | 0.008 | 0.013 | 0.014 | 0.017 | 0.028 | 0.036 | 0.042 | 0.05 | 0.057 |
| P.2 | General construction steels, steel casting | ≤ 850 N/mm² | 1xS | Dxa | 24 | 0.008 | 0.013 | 0.014 | 0.017 | 0.028 | 0.036 | 0.042 | 0.05 | 0.057 |
| P.3 | Tools steels low alloyed | ≤ 1100 N/mm² | 1xS | Dxa | 18 | 0.008 | 0.013 | 0.014 | 0.017 | 0.028 | 0.036 | 0.042 | 0.05 | 0.057 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 1xS | Dxa | 38 | 0.01 | 0.017 | 0.018 | 0.022 | 0.036 | 0.047 | 0.055 | 0.065 | 0.074 |
| S.2 | Titanium, titanium alloys | ≤ 1250 N/mm² | 1xS | Dxa | 9 | 0.006 | 0.009 | 0.01 | 0.012 | 0.02 | 0.025 | 0.029 | 0.035 | 0.04 |
Calculations of cutting conditions
Product attributes
Plain straight shank according to DIN 1835 A.
Helix angle = 10°.
Rake angle = 10°.

Feed direction possibility
Universal usage. Suitable for materials up to strength 900 MPa.

Cutting edges on the face and perimeter of the side and face cutter
Very high performance high speed steel with good toughness for milling cutters and for milling of materials up to the strength of 1200 MPa.