Machine taps with spiral flute, 40°, universal, coating TiCN








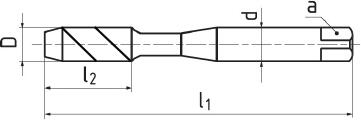
| D 6 H | P | d | l1 | l2 | d1 | Z | a | Item code | On stock |
|---|---|---|---|---|---|---|---|---|---|
| M3 | 0,5 | 3,5 | 56 | 9 | 2,5 | 3 | 2,7 | MT21584.030 TICN | Yes |
| M4 | 0,7 | 4,5 | 63 | 7 | 3,3 | 3 | 3,4 | MT21584.040 TICN | Yes |
| M5 | 0,8 | 6 | 70 | 13 | 4,2 | 3 | 4,9 | MT21584.050 TICN | Yes |
| M6 | 1 | 6 | 80 | 15 | 5 | 3 | 4,9 | MT21584.060 TICN | Yes |
| M8 | 1,25 | 8 | 90 | 18 | 6,8 | 3 | 6,2 | MT21584.080 TICN | No |
| M10 | 1,5 | 10 | 100 | 20 | 8,5 | 3 | 8 | MT21584.100 TICN | Yes |
| M12 | 1,75 | 9 | 110 | 23 | 10,2 | 3 | 7 | MT21584.120 TICN | Yes |
| M14 | 2 | 11 | 110 | 25 | 12 | 3 | 9 | MT21584.140 TICN | Yes |
| M16 | 2 | 12 | 110 | 25 | 14 | 3 | 9 | MT21584.160 TICN | Yes |
| M18 | 2,5 | 14 | 125 | 30 | 15,5 | 3 | 11 | MT21584.180 TICN | Yes |
| M20 | 2,5 | 16 | 140 | 30 | 17,5 | 3 | 12 | MT21584.200 TICN | Yes |
Cutting conditions
Material | Strength | Vc |
|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 18-22 |
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 10-12 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 10-12 |
| P.4 | Heat treatable steels | ≤ 900 N/mm² | 10-12 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 10-12 |
| P.6 | Tool and treated steels | > 1100 N/mm² | 10-12 |
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 10-12 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 10-12 |
| M.3 | Corrosion- and acid-proof steels | > 850 N/mm² | 10-12 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 12-18 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 12-18 |
| N.1 | Aluminium, Aluminium cast alloys Si (Si ≤ 6%) | ≤ 400 N/mm² | 26-32 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 12-18 |
| N.3 | Aluminium cast alloys Si (Si > 12%) | ≤ 600 N/mm² | 12-18 |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² | 10-12 |
Product attributes
Designed for universal applications
For straight or spiral flutes, for short chipping materials.

Lead of screw thread

ISO Metric coarse thread
Provides high hardness and at the same time good toughness. Its advantage is in low friction ratio. It is applicable for boring of steels with high strength. It has a lower temperature stability – the cooling is necessary (for example with emulsion).