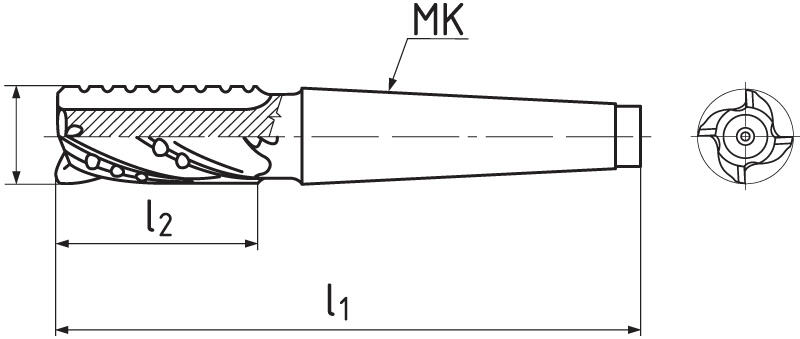
Tapper shank end mills short, for titanium machining, 35°, type CB






|
D
k 10 | MK | l1 | l2 | Z | Item code | On stock |
|---|---|---|---|---|---|---|
| 18 | 2 | 117 | 32 | 4 | 442248.180 | Yes |
| 36 | 4 | 178 | 53 | 6 | 442248.360 | Yes |
| 40 | 4 | 188 | 63 | 6 | 442248.400 | Yes |
| 50 | 5 | 233 | 75 | 6 | 442248.500 | Yes |
Cutting conditions
Material |
Strength |
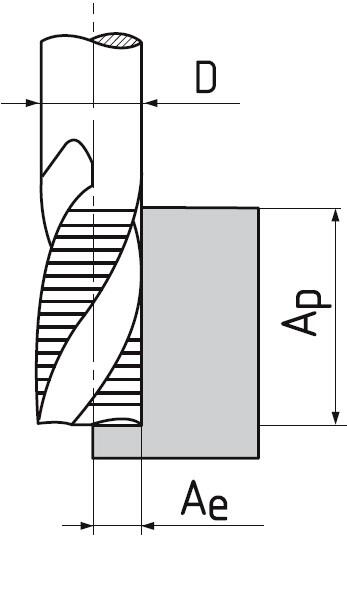
Ap |
Ae |
Vc |
fz(mm/z) Ø 10 |
Ø 16 |
Ø 20 |
Ø 25 |
Ø 32 |
Ø 40 |
Ø 50 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.6 | Tool and treated steels | > 1100 N/mm² | 1,5xD | 0,5xD | 20 | 0.025 | 0.049 | 0.063 | 0.07 | 0.084 | 0.091 | 0.097 |
| S.1 | Chrome-nickel alloys | ≤ 1500 N/mm² | 1,5xD | 0,5xD | 12 | 0.035 | 0.07 | 0.09 | 0.1 | 0.12 | 0.13 | 0.138 |
| S.2 | Titanium, Titanium alloys | ≤ 1250 N/mm² | 1,5xD | 0,5xD | 12 | 0.025 | 0.049 | 0.063 | 0.07 | 0.084 | 0.091 | 0.097 |
Calculations of cutting conditions
Product attributes
Morse taper shank according to DIN 228 A.
Designed for milling (finishing) of materials of medium and higher strength (up to 1200 MPa). Surface roughness Ra 3,2; exceptionally even 1,6.

Feed direction possibility
Chip Breaker – universal application for roughing.
Helix angle = 35°.
Rake angle = 6°.
Extra high performance high speed steel with good toughness and great temperature resistance. It is applicable especially for milling of materials with high strength, austenitic steels, steels for warm working, etc.