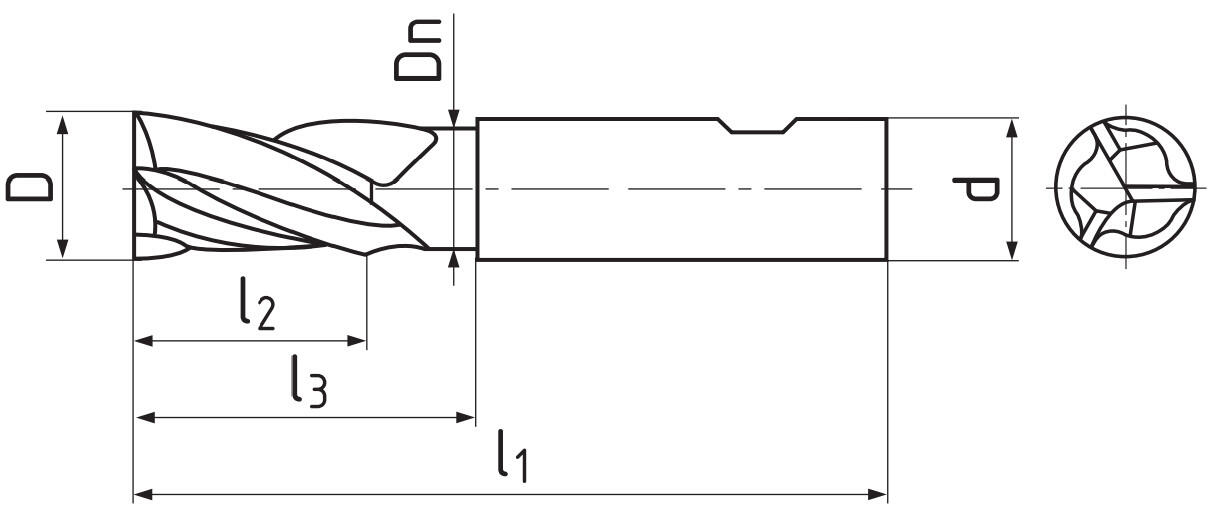
End mills long, 1 tooth cut over cntre, 44°-46°, type W, Weldon shank






|
D
e8 | d | l1 | l2 | l3 | Dn | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|---|
| 3 | 6 | 54 | 5 | 15 | 2,7 | 3 | S112412L.030 | Yes |
| 4 | 6 | 58 | 7 | 20 | 3,6 | 3 | S112412L.040 | Yes |
| 5 | 6 | 63 | 9 | 25 | 4,5 | 3 | S112412L.050 | Yes |
| 6 | 6 | 70 | 10 | 30 | 5,4 | 3 | S112412L.060 | No |
| 8 | 8 | 80 | 14 | 40 | 7,2 | 3 | S112412L.080 | No |
| 10 | 10 | 92 | 17 | 50 | 9 | 3 | S112412L.100 | No |
| 12 | 12 | 110 | 20 | 60 | 11 | 3 | S112412L.120 | Yes |
| 16 | 16 | 130 | 27 | 80 | 15 | 3 | S112412L.160 | No |
| 20 | 20 | 152 | 33 | 100 | 19 | 3 | S112412L.200 | No |
| 25 | 25 | 185 | 42 | 125 | 24 | 3 | S112412L.250 | No |
Cutting conditions
Material |
Strength |
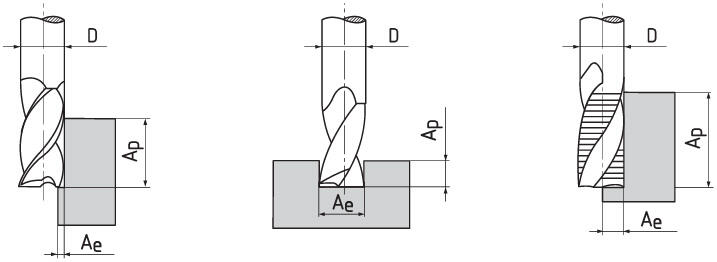
Ap |
Ae |
Vc |
fz(mm/z) Ø3 |
Ø4 |
Ø5 |
Ø6 |
Ø8 |
Ø10 |
Ø12 |
Ø16 |
Ø20 |
Ø25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| N.1 | Aluminium, Aluminium cast alloys Si (Si ≤ 6%) | ≤ 400 N/mm² | 0,3xD | 1xD | 300 | 0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,1 | 0,12 | 0,16 | 0,2 | 0,25 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 0,3xD | 1xD | 250 | 0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,1 | 0,12 | 0,16 | 0,2 | 0,25 |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² | 0,3xD | 1xD | 250 | 0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,1 | 0,12 | 0,16 | 0,2 | 0,25 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 6535 HB.
Helix angle = 44-46°.
Rake angle = 15°.

End face design
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.
For machining of soft materials, for example aluminium and non-ferrous metals.

Feed direction possibility
