Half circle milling cutters concave




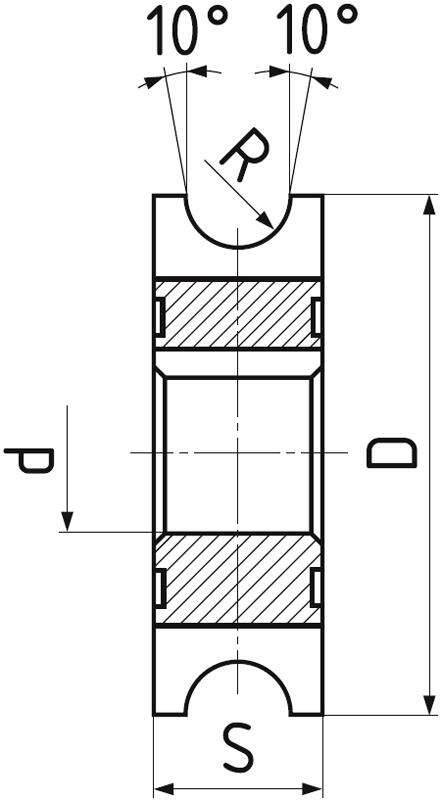
| R H 11 | D js 16 | S | d H 7 | Z | Item code | On stock |
|---|---|---|---|---|---|---|
| 1 | 50 | 6 | 16 | 14 | 820075V.010 | Yes |
| 1,25 | 50 | 6 | 16 | 14 | 820075V.0125 | Yes |
| 1,5 | 50 | 8 | 16 | 14 | 820075V.015 | Yes |
| 2 | 50 | 9 | 16 | 14 | 820075V.020 | Yes |
| 2,5 | 63 | 10 | 22 | 14 | 820075V.025 | Yes |
| 3 | 63 | 12 | 22 | 12 | 820075V.030 | Yes |
| 4 | 63 | 16 | 22 | 12 | 820075V.040 | Yes |
| 5 | 63 | 20 | 22 | 10 | 820075V.050 | Yes |
| 6 | 80 | 24 | 27 | 10 | 820075V.060 | No |
| 8 | 80 | 32 | 27 | 10 | 820075V.080 | Yes |
| 9 | 100 | 32 | 32 | 10 | 820075V.090 | Yes |
| 10 | 100 | 40 | 32 | 10 | 820075V.100 | Yes |
| 12 | 100 | 44 | 32 | 10 | 820075V.120 | Yes |
| 20 | 125 | 60 | 32 | 10 | 820075V.200 | Yes |
Cutting conditions
Material | Strength | Ap | Ae | Vc | fz(mm/z) Ø 50 | Ø 63 | Ø 80 | Ø 100 | Ø 125 |
|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 1xR | 2xR | 37.5 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 1xR | 2xR | 18 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
| P.4 | Heat treatable steels | ≤ 900 N/mm² | 1xR | 2xR | 25 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
| P.6 | Tool and treated steels | > 1100 N/mm² | 1xR | 2xR | 16 | 0.056 | 0.07 | 0.084 | 0.098 | 0.0994 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 1xR | 2xR | 10 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 1xR | 2xR | 30 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 1xR | 2xR | 22 | 0.08 | 0.1 | 0.12 | 0.14 | 0.142 |
Calculations of cutting conditions
Product attributes
Straight bore with standard keyway according to DIN 138.
Helix angle = 0°. Rake angle = 10°.