NC-spotting drills 120°






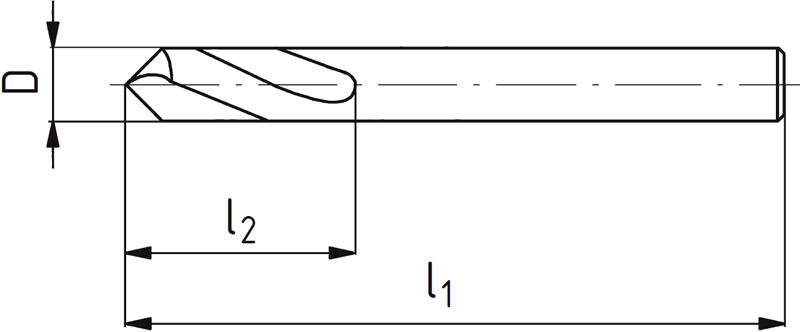
| D | l1 | l2 | Item code | On stock |
|---|---|---|---|---|
| 3 | 46 | 12 | VN50115.0300 | Yes |
| 4 | 55 | 12 | VN50115.0400 | Yes |
| 5 | 62 | 14 | VN50115.0500 | Yes |
| 6 | 66 | 16 | VN50115.0600 | Yes |
| 8 | 79 | 21 | VN50115.0800 | Yes |
| 10 | 89 | 25 | VN50115.1000 | Yes |
| 12 | 102 | 30 | VN50115.1200 | Yes |
| 14 | 107 | 34 | VN50115.1400 | Yes |
| 16 | 115 | 38 | VN50115.1600 | Yes |
| 20 | 131 | 45 | VN50115.2000 | Yes |
Cutting conditions
Material | Strength | Vc | fz(mm/r) Ø1 | Ø2 | Ø3,15 | Ø4 | Ø5 | Ø6,3 | Ø8 | Ø10 | Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 40 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 40 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 35 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| P.4 | Heat treatable steels | ≤ 900 N/mm2 | 22 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| M.1 | Corrosion- and acid-proof steels | ≤ 750 N/mm² | 12 | 0,012 | 0,032 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 |
| M.2 | Corrosion- and acid-proof steels | 750 - 850 N/mm² | 10 | 0,012 | 0,032 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 |
| M.3 | Corrosion- and acid-proof steels | > 850 N/mm² | 10 | 0,012 | 0,032 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 33 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| S.1 | Chrome-nickel alloysi | ≤ 1500 N/mm² | 6 | 0,006 | 0,02 | 0,032 | 0,04 | 0,04 | 0,05 | 0,063 | 0,08 | 0,08 |
Product attributes
Universal usage. Suitable for materials up to strength 900 MPa.
Conical lip relief, DIN 1412 form N.
