Schweisspunkt-Bohrer, doppelseitig, Kode VN40225, Durchmesser 10 mm




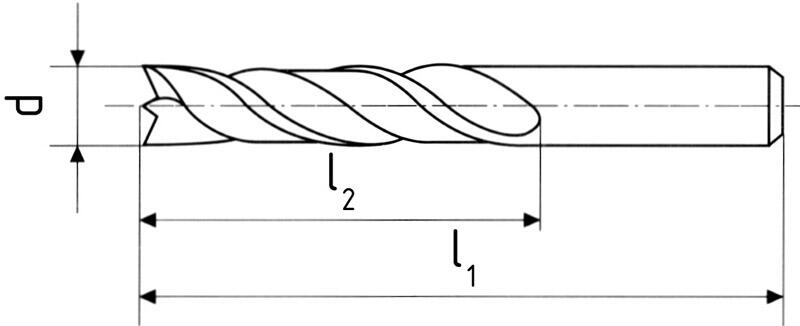
| D | l1 | l2 | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|
| 10 | 89 | 30 | VN40225.1000 | 22,75 €18,80 € | Ja |
Schnittbedingungen
Material | Festigkeit | Vc | fz(mm/r) Ø5 | Ø6,3 | Ø8 | Ø10 |
|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 35 | 0,1 | 0,125 | 0,16 | 0,2 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 30 | 0,1 | 0,125 | 0,16 | 0,2 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 18 | 0,08 | 0,1 | 0,125 | 0,16 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 20 | 0,08 | 0,1 | 0,125 | 0,16 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 18 | 0,08 | 0,1 | 0,125 | 0,16 |
| P.6 | Werkzeug- und Vergütengsstähle | > 1100 N/mm² | 18 | 0,08 | 0,1 | 0,125 | 0,16 |
| M.1 | Rost- und säurebeständige | ≤ 750 N/mm² | 20 | 0,1 | 0,125 | 0,16 | 0,2 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 20 | 0,1 | 0,125 | 0,16 | 0,2 |
| M.3 | Rost- und säurebeständige | > 850 N/mm² | 20 | 0,1 | 0,125 | 0,16 | 0,2 |
| K.1 | Temperguss | ≤ 820 N/mm² (≤ 240 HB) | 35 | 0,125 | 0,16 | 0,2 | 0,25 |
| K.2 | Temperguss | > 800 N/mm² (> 240 HB) | 25 | 0,125 | 0,16 | 0,2 | 0,25 |
| N.1 | Aluminimum, Aluminium-Gu leg. Si | ≤ 400 N/mm² | 100 | 0,16 | 0,2 | 0,25 | 0,315 |
| N.2 | Aluminium-Gu legierungen Si | ≤ 600 N/mm² | 70 | 0,16 | 0,2 | 0,25 | 0,315 |
| N.3 | Aluminium-Gu legierungen Si | ≤ 600 N/mm² | 60 | 0,16 | 0,2 | 0,25 | 0,315 |
| N.4 | Kupfer-Zink-Legierungen | ≤ 800 N/mm² | 60 | 0,125 | 0,16 | 0,2 | 0,25 |
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 10 | 0,04 | 0,05 | 0,063 | 0,08 |
| S.2 | Titan, Titanlegierungen | ≤ 1250 N/mm² | 20 | 0,04 | 0,05 | 0,063 | 0,08 |
Produkteingeschaften
Spiralsteigung 25° - 30°.
Der Hochleistungsschnellstahl mit guter Zähigkeit für die Fräser zur Bearbeitung von Materialien bis einer Festigkeit von 1200 MPa.
Spitzenwinkel 180° mit Zentrumspitze, DIN 1412 Form E.