NC-Anbohrer 90°, Kode VN50105, Durchmesser 14 mm, Beschichtung TiN





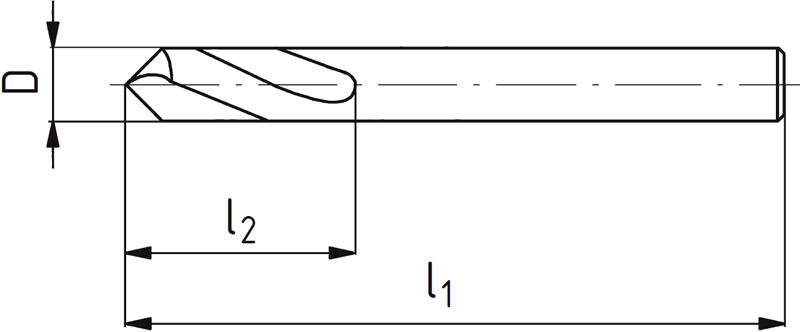
| D | l1 | l2 | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|
| 14 | 115 | 35 | VN50105.1400 TiN | 50,00 € 41,32 € | Nein |
|
Schnittbedingungen
Material |
Festigkeit |
Vc |
fz(mm/r) Ø3,15 |
Ø4 |
Ø5 |
Ø6,3 |
Ø8 |
Ø10 |
Ø12,5 |
Ø16 |
Ø20 |
Ø25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 35 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 33 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 28 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 22 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 20 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| P.6 | Werkzeug- und Vergütengsstähle | > 1100 N/mm² | 18 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| M.1 | Rost- und säurebeständige | ≤ 750 N/mm² | 12 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 12 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| M.3 | Rost- und säurebeständige | > 850 N/mm² | 8 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| K.1 | Temperguss | ≤ 820 N/mm² (≤ 240 HB) | 33 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| K.2 | Temperguss | > 800 N/mm² (> 240 HB) | 33 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| N.3 | Aluminium-Gu legierungen Si (Si > 12%) | ≤ 600 N/mm² | 60 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| N.4 | Kupfer-Zink-Legierungen | ≤ 800 N/mm² | 65 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| N.5 | Kunststoff | ≤ 300 N/mm² | 36 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
Produkteingeschaften
Spiralsteigung 20°.

Spitzenwinkel 90°
Der Hochleistungsschnellstahl mit guter Zähigkeit für die Fräser zur Bearbeitung von Materialien bis einer Festigkeit von 1200 MPa.
Schleifen nach DIN 1412 Form N, Kagelmantelschliff.

Recht Helix
Die universal einsetzbare Standardschicht. Im Vergleich mit den unbeschichteten Werkzeugen bietet um 300-400% längere Standzeit der Schneidkante. Die Kühlung ist empfehlenswert.