MK Bohrer für schwer zerspanbaren Werkstoffe, typ N, Kode VK10028, Durchmesser 41 mm






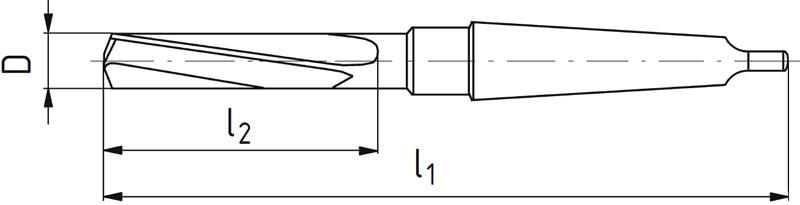
| D | MK | l1 | l2 | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|
| 41 | 4 | 265 | 120 | VK10028.4100 | 443,76 € 366,74 € | Nein |
|
Schnittbedingungen
Material |
Festigkeit |
Vc |
fz(mm/r) Ø10 |
Ø12,5 |
Ø16 |
Ø20 |
Ø25 |
Ø31,5 |
Ø40 |
Ø50 |
|---|---|---|---|---|---|---|---|---|---|---|
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 6 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 |
| H.1 | Gehärte Stahl (< 54 HRC) | ≤ 1920 N/mm² (<54 HRC) | 9 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 |
| H.2 | Gehärte Stahl (54 - 60 HRC) | 1920 - 2210 N/mm² (54 - 60 HRC) | 5 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 |
Produkteingeschaften
Normal Nutprofil, normal Kern, Spitzenwinkel 118°. HSS Co Bohrer mässig verdickt Kern, Spitzenwinkel 130°.
Kagelmantelschiff mit Kreuzanschiff, DIN 1412 Form C.

Bohrtiefe 5xD
Der Hochleistungsschnellstahl mit guter Zähigkeit und einwandfreier Warmebeständigkeit. Vorallem für das Fräsen von hochfesten Materialien, austenitischen Stählen, Stählen für Warmverformung u.s.w. geeignet.
Spiralsteigung 10° - 15°.

Spitzenwinkel 128°

Recht Helix
Dampfgehärtet (Brünieren) ist ein Verfahren, bei dem sich auf der Oberfläche des Werkzeugs eine Schicht aus Eisenoxid bildet. Diese Schicht erhöht die Abriebfestigkeit der Klinge, erhöht die Korrosionsbeständigkeit und verbessert die Schmierung des Werkzeugs. Die effektivste Anwendung ist für Bohrer und Gewindebohrer.