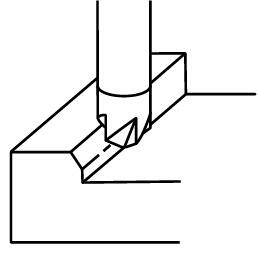
Entgraftfräser, 90°, λ °, Typ N, glatter Schaft, Kode S350102, Durchmesser 12 mm, Beschichtung AlTiN





| α | D | l1 | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|
| 90° | 12 | 83 | 4 | S350102.090120 AlTiN | 62,75 € 51,86 € | Ja |
|
Schnittbedingungen
Material |
Festigkeit |
Vc |
fz(mm/z) ∅ 6 |
60° ∅ 8 |
∅ 10 |
∅ 12 |
fz(mm/z) ∅ 6 |
90° ∅ 8 |
∅ 10 |
∅ 12 |
|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 180 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 180 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 100 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 100 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 80 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| P.6 | Werkzeug- und Vergütengsstähle | >1100 N/mm² | 80 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| M.1 | Rost- und säurebeständige | ≤ 750 N/mm² | 90 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 80 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 140 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 100 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 50 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
| H.1 | Gehärte Stahl (< 54 HRC) | ≤ 1920 N/mm² | 60 | 0.008 | 0.011 | 0.014 | 0.017 | 0.012 | 0.016 | 0.02 | 0.024 |
Výpočty řezných podmínek
Produkteingeschaften

Betriebsnorm
Drallwinkel = 0°.
Spanwinkel = 0°.

Stirn Ausführung

Öl-kühlung.
Die Beschichtung wird durch hohe Härte bei höheren Temperaturen, durch gute Oxidationsbeständigkeit und durch niedrige Wärmeleitfähigkeit gekennzeichnet. Sie wird universal einsetzbar, namentlich für die HSC-Bearbeitung ohne Kühlung. Geeignet für Fräsen von harten Werkstoffen.
Universal einsetzbar. Geeignet für Werkstoffe bis einer Festigkeit von 900 MPa.

Mögliche Vorschubrichtungen

Stirn Ausführung
Hartmetallwerkstoffe zeichnen sich durch hohe Druckfestigkeit, hohe Härte und damit hohe Verschleißfestigkeit, aber auch durch begrenzte Biegefestigkeit und Zähigkeit aus.