Schaftfräser lang, 1 Schneide über die Mitte, 30°, Typ N, glatter Schaft, Beschichtung AlCrN








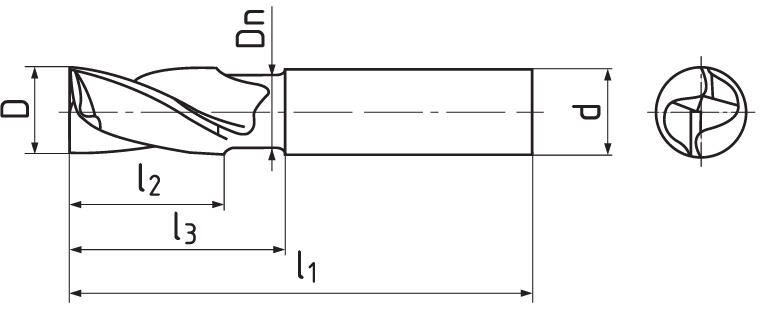
| D e 8 | d h 5 | l1 | l2 | l3 | Dn | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 3 | 54 | 3 | 9 | 1,8 | 2 | S102402.020 AlCrN | 29,84 € | Ja | ||
| 3 | 6 | 54 | 4 | 11 | 2,7 | 2 | S102402.030 AlCrN | 29,84 € | Ja | ||
| 4 | 6 | 57 | 5 | 15 | 3,6 | 2 | S102402.040 AlCrN | 30,65 € | Nein | ||
| 5 | 6 | 62 | 6 | 23 | 4,5 | 2 | S102402.050 AlCrN | 32,57 € | Nein | ||
| 6 | 6 | 62 | 7 | 24 | 5,4 | 2 | S102402.060 AlCrN | 32,57 € | Ja | ||
| 7 | 8 | 68 | 8 | 28 | 6,3 | 2 | S102402.070 AlCrN | 44,69 € | Ja | ||
| 8 | 8 | 68 | 9 | 30 | 7,2 | 2 | S102402.080 AlCrN | 44,69 € | Nein | ||
| 9 | 10 | 80 | 10 | 36 | 8,2 | 2 | S102402.090 AlCrN | 67,18 € | Ja | ||
| 10 | 10 | 80 | 11 | 38 | 9 | 2 | S102402.100 AlCrN | 67,18 € | Nein | ||
| 11 | 12 | 93 | 12 | 44 | 10 | 2 | S102402.110 AlCrN | 94,04 € | Ja | ||
| 12 | 12 | 93 | 13 | 46 | 11 | 2 | S102402.120 AlCrN | 94,04 € | Nein | ||
| 14 | 14 | 93 | 15 | 46 | 13 | 2 | S102402.140 AlCrN | 111,10 € | Nein | ||
| 16 | 16 | 108 | 17 | 58 | 15 | 2 | S102402.160 AlCrN | 152,20 € | Nein | ||
| 18 | 18 | 108 | 19 | 58 | 17 | 2 | S102402.180 AlCrN | 180,78 € | Nein | ||
| 20 | 20 | 126 | 21 | 74 | 19 | 2 | S102402.200 AlCrN | 244,90 € | Nein |
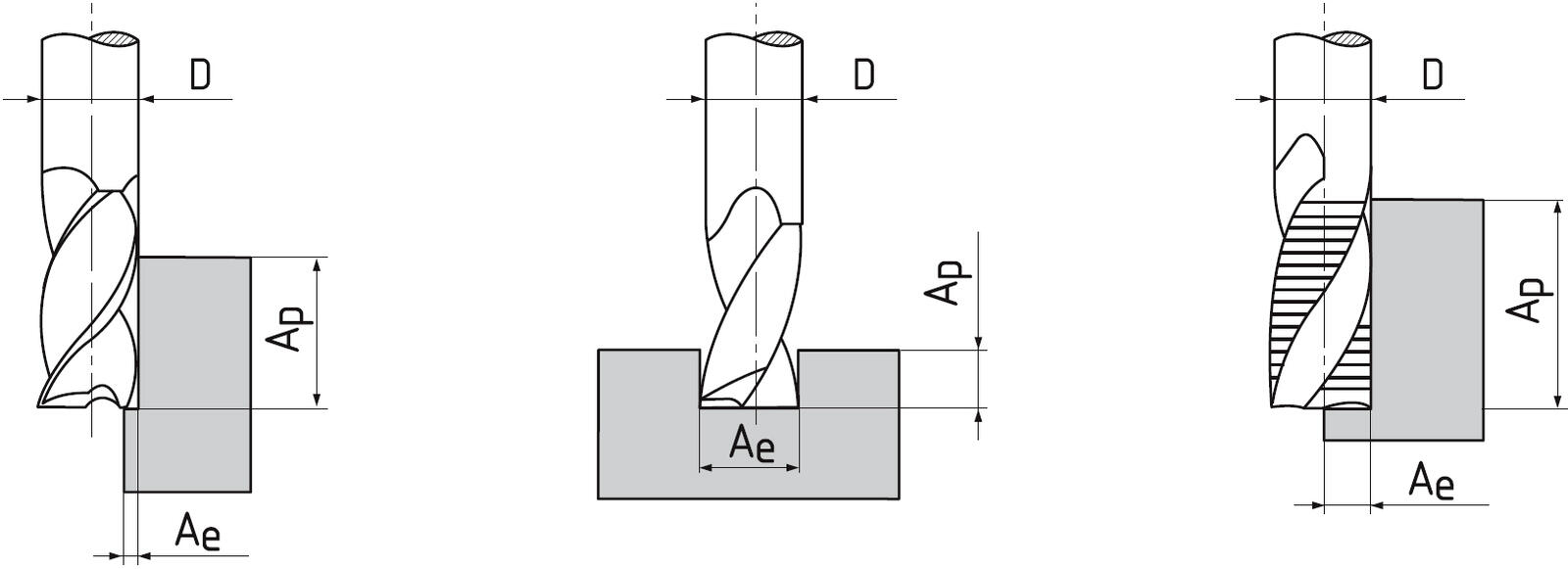
Schnittbedingungen
Material | Festigkeit | Ap | Ae | Vc | fz(mm/z) Ø 3 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 14 | Ø 16 | Ø 18 | Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 1xD | 0,4xD | 210 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 1xD | 0,4xD | 175 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 1xD | 0,4xD | 120 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 1xD | 0,4xD | 150 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 1xD | 0,4xD | 110 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| S.1 | Chrome-nickellegierungen | ≤ 1500 N/mm² | 1xD | 0,4xD | 50 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| S.2 | Titan, Titanlegierungen | ≤ 1250 N/mm² | 1xD | 0,4xD | 70 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| H.1 | Gehärte Stahl (< 54 HRC) | ≤ 1920 N/mm² | 1xD | 0,4xD | 120 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
| H.2 | Gehärte Stahl (54 - 60 HRC) | 1920 - 2210 N/mm² | 1xD | 0,4xD | 100 | 0.018 | 0.036 | 0.048 | 0.06 | 0.072 | 0.084 | 0.096 | 0.108 | 0.12 |
Berechnungen Schnittbedingungen
Produkteingeschaften
Glatter Schaft nach DIN 6535 HA.
Drallwinkel = 30°. Spanwinkel = 6°.

Stirn Ausführung
Hartmetallwerkstoffe zeichnen sich durch hohe Druckfestigkeit, hohe Härte und damit hohe Verschleißfestigkeit, aber auch durch begrenzte Biegefestigkeit und Zähigkeit aus.