Schaftfräser lang, 1 Schneide über die Mitte, 35°, Typ NR F, Weldon Schaft





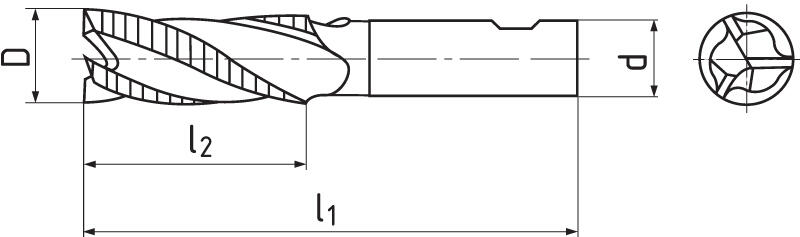
| D k 12 | d h 6 | l1 | l2 | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|
| 6 | 6 | 68 | 24 | 3 | 105418P.060 | 29,55 €24,42 € | Ja | ||
| 8 | 10 | 88 | 38 | 3 | 105418P.080 | 35,20 €29,09 € | Ja | ||
| 9 | 10 | 88 | 38 | 3 | 105418P.090 | 37,00 €30,58 € | Ja | ||
| 10 | 10 | 95 | 45 | 3 | 105418P.100 | 37,00 €30,58 € | Ja | ||
| 12 | 12 | 95 | 45 | 3 | 105418P.120 | 43,45 €35,91 € | Ja | ||
| 13 | 12 | 110 | 53 | 3 | 105418P.130 | 47,44 €39,21 € | Ja | ||
| 14 | 12 | 110 | 53 | 3 | 105418P.140 | 51,70 €42,73 € | Ja | ||
| 16 | 16 | 110 | 53 | 3 | 105418P.160 | 61,60 €50,91 € | Ja | ||
| 18 | 16 | 123 | 63 | 3 | 105418P.180 | 73,56 €60,79 € | Ja | ||
| 20 | 20 | 123 | 63 | 3 | 105418P.200 | 91,15 €75,33 € | Ja | ||
| 22 | 20 | 141 | 75 | 3 | 105418P.220 | 134,50 €111,16 € | Ja | ||
| 24 | 25 | 166 | 90 | 3 | 105418P.240 | 153,75 €127,07 € | Nein | ||
| 25 | 25 | 166 | 90 | 3 | 105418P.250 | 157,91 €130,50 € | Ja | ||
| 26 | 25 | 166 | 90 | 3 | 105418P.260 | 181,05 €149,63 € | Ja | ||
| 32 | 32 | 186 | 106 | 3 | 105418P.320 | 239,30 €197,77 € | Ja |
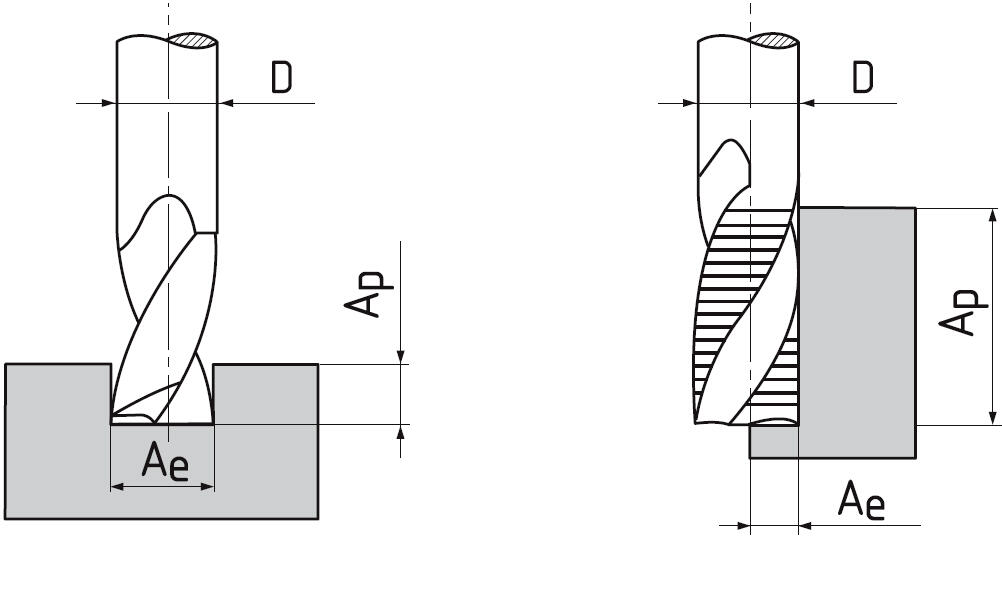
Schnittbedingungen
Material | Festigkeit | Ap | Ae | Vc | fz(mm/z) Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 18 | Ø 20 | Ø 25 | Ø 32 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 1,5xD | 0,5xD | 45 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 1,5xD | 0,5xD | 39 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 1,5xD | 0,5xD | 24 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 1,5xD | 0,5xD | 30 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 1,5xD | 0,5xD | 24 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 1,5xD | 0,5xD | 35 | 0.02 | 0.025 | 0.035 | 0.04 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 |
Berechnungen Schnittbedingungen
Produkteingeschaften
Seitliche Mitnahmefläche nach DIN 1835 B.
Schrägungswinkel = 35°. Winkel der Harke = 12°.
Der Hochleistungsschnellstahl mit guter Zähigkeit und einwandfreier Warmebeständigkeit. Vorallem für das Fräsen von hochfesten Materialien, austenitischen Stählen, Stählen für Warmverformung u.s.w. geeignet.
Für die Bearbeitung von Werkstoffen mit niedriger bis mittlerer Festigkeit (bis 700 MPa), Rauheit Ra 3,2 und grober. In den üblichen Einsatzfällen werden sie als Werkzeuge sowohl für Schruppen, als auch für Endbearbeitung verwendet.
