Schaftfräser kurz, 1 Schneide über die Mitte, 30°, Typ HR, Weldon Schaft, Beschichtung AlTiN






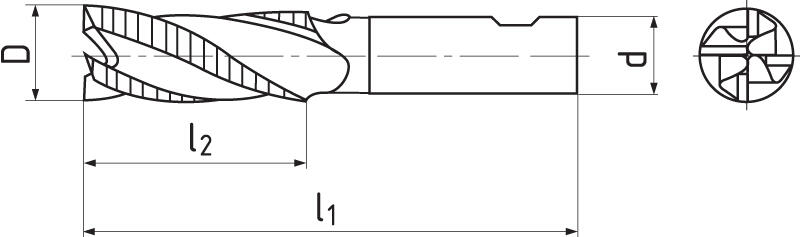
| D k 12 | d h 6 | l1 | l2 | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|
| 9 | 10 | 69 | 19 | 5 | 128517X.090 AlTiN | 55,41 €45,79 € | Ja | ||
| 10 | 10 | 72 | 22 | 5 | 128517X.100 AlTiN | 58,25 €48,14 € | Ja | ||
| 11 | 12 | 79 | 22 | 5 | 128517X.110 AlTiN | 64,75 €53,51 € | Ja | ||
| 12 | 12 | 83 | 26 | 5 | 128517X.120 AlTiN | 68,45 €56,57 € | Ja | ||
| 13 | 12 | 83 | 26 | 5 | 128517X.130 AlTiN | 76,21 €62,98 € | Ja | ||
| 14 | 12 | 83 | 26 | 5 | 128517X.140 AlTiN | 81,20 €67,11 € | Ja | ||
| 15 | 12 | 83 | 26 | 5 | 128517X.150 AlTiN | 89,30 €73,80 € | Ja | ||
| 16 | 16 | 92 | 32 | 5 | 128517X.160 AlTiN | 95,80 €79,17 € | Ja | ||
| 18 | 16 | 92 | 32 | 5 | 128517X.180 AlTiN | 113,15 €93,51 € | Ja | ||
| 20 | 20 | 104 | 38 | 5 | 128517X.200 AlTiN | 134,60 €111,24 € | Ja |
Schnittbedingungen
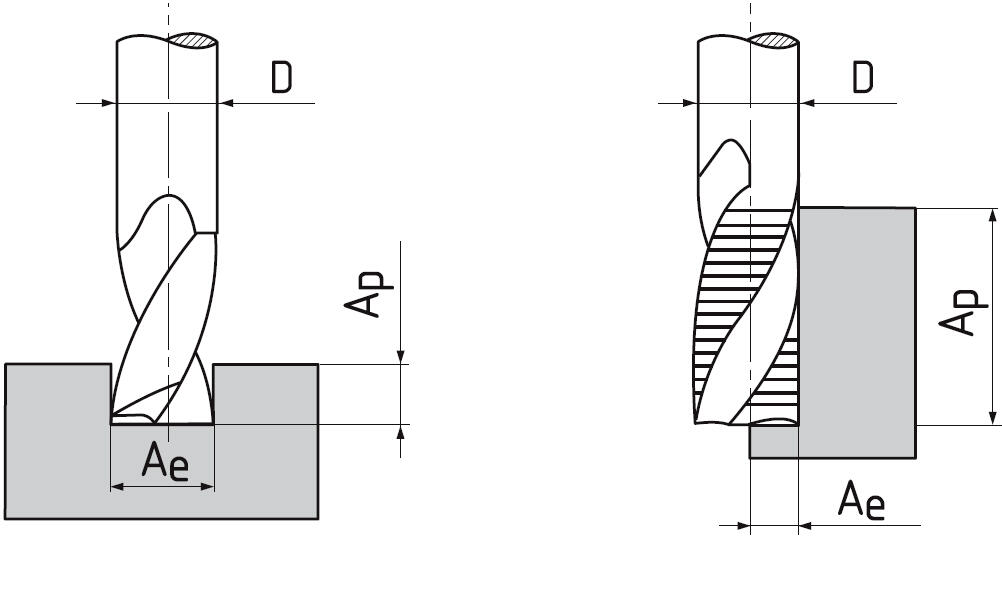
Material | Festigkeit | Ap | Ae | Vc | fz(mm/z) Ø 10 | Ø 12 | Ø 16 | Ø 18 | Ø 20 |
|---|---|---|---|---|---|---|---|---|---|
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 1,5xD | 0,5xD | 61.5 | 0.039 | 0.044 | 0.077 | 0.088 | 0.1 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 1,5xD | 0,5xD | 61.5 | 0.039 | 0.044 | 0.077 | 0.088 | 0.1 |
| P.6 | Werkzeug- und Vergütengsstähle | > 1100 N/mm² | 1,5xD | 0,5xD | 51 | 0.0273 | 0.0308 | 0.0539 | 0.0616 | 0.07 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 1,5xD | 0,5xD | 66 | 0.039 | 0.044 | 0.077 | 0.088 | 0.1 |
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 1,5xD | 0,5xD | 31.5 | 0.0273 | 0.0308 | 0.0539 | 0.0616 | 0.07 |
| S.2 | Titan, Titanlegierungen | ≤ 1250 N/mm² | 1,5xD | 0,5xD | 30 | 0.0273 | 0.0308 | 0.0539 | 0.0616 | 0.07 |
Berechnungen Schnittbedingungen
Produkteingeschaften
Seitliche Mitnahmefläche nach DIN 1835 B.
Drallwinkel = 30°. Spanwinkel = 10°.
Der mit Hilfe der Pulvermetallurgie hergestellte Hochleistungsstahl weist die homogene Struktur auf, die sich durch die Masshaltigkeit und lange Schneidestandzeit zeigt. Der Stahl ist für die Bearbeitung von hochfesten und schwer zerspanbaren Materialien, wie z.B. Titan und seiner Legierungen geeignet. Die aus diesem Stahl gefertigten Fräser werden mit der Schicht AlTiN geliefert.
Für Schruppen von Werkstoffen mit mittlerer und höherer Festigkeit (bis 1200 MPa), Rauhheit Ra 6,3 und grober.

Mögliche Vorschubrichtungen
Die Beschichtung mit ähnlichen Eigeschaften und sogar mit höherer Härte als TiAlN. Gute thermische Stabilität. Für anspruchsvollste Applikationen einsetzbar. Die Beschichtung zeigt ausgezeichnete Resultate, namenlicht in der Kombination mit dem Stahl HSSE-PM (ASP 2030). Die aus diesem Stahl gefertigten Fräser werden standardmässig mit AlTiN beschichtet.