<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
<script type="text/javascript">
(function(a,l,b,c,r,s){_nQc=c,r=a.createElement(l),s=a.getElementsByTagName(l)[0];r.async=1;r.src=l.src=("https:"==a.location.protocol?"https://":"http://")+b;s.parentNode.insertBefore(r,s);})(document,"script","serve.albacross.com/track.js","89861715");
</script>
<script type="text/javascript">
var leady_track_key="Jt85ZWh81xgcWftq";
(function(){var l=document.createElement("script");l.type="text/javascript";l.async=true;l.src='https://t.leady.com/'+leady_track_key+"/L.js";var s=document.getElementsByTagName("script")[0];s.parentNode.insertBefore(l,s);})();
</script>
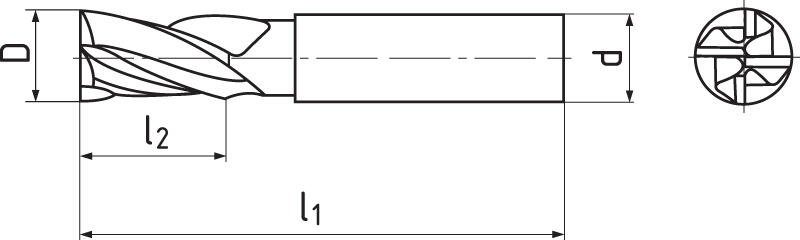
Home Produkte Schaftfräser extra lang, feingezahnt, 50°-35°, typ H, glatter Schaft
S151702R AlCrN
Hartmetall (VHM)
Schnittbedingungen
p e c fz (mm/z) Ø 6Ø 8Ø 10Ø 12Ø 16Ø 20
P.1 | Automatenstähle, allgemeine Baustähle
≤ 600 N/mm²
2xD
0,06xD
210
0.03
0.04
0.05
0.06
0.08
0.1
P.3 | Niedriglegierte Werkzeugstähle
≤ 1100 N/mm²
2xD
0,06xD
175
0.03
0.04
0.05
0.06
0.08
0.1
P.5 | Hochlegierte Werkzugstähle
≤ 1100 N/mm²
2xD
0,06xD
120
0.03
0.04
0.05
0.06
0.08
0.1
K.1 | Temperguss
< 240 HB
2xD
0,06xD
150
0.03
0.04
0.05
0.06
0.08
0.1
K.2 | Temperguss
> 240 HB
2xD
0,06xD
110
0.03
0.04
0.05
0.06
0.08
0.1
S.1 | Chrom-Nickellegierungen
≤ 1500 N/mm²
2xD
0,06xD
50
0.03
0.04
0.05
0.06
0.08
0.1
H.1 | Gehärte Stahl
< 54 HRC
2xD
0,06xD
120
0.03
0.04
0.05
0.06
0.08
0.1
H.2 | Gehärte Stahl
54 - 60 HRC
2xD
0,06xD
100
0.03
0.04
0.05
0.06
0.08
0.1
Berechnungen Schnittbedingungen
Produkteingeschaften
Glatter Schaft nach DIN 6535 HA.
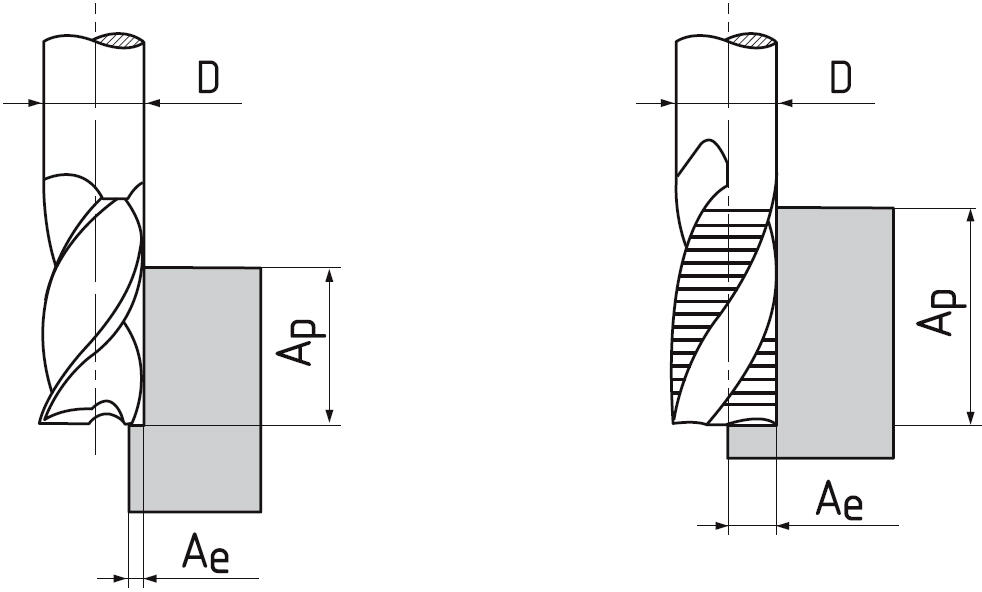
Für Fräsen (Endbearbeitung) von Werkstoffen mit der mittleren Festigkeit (bis 1200 MPa). Rauhheit Ra 3,2, aus-nahmweise auch 1,6.
Mögliche Vorschubrichtungen
Öl-kühlung.
Beschichtung mit sehr hohe Verschleissfestigkeit und ausgezeichnete Wärmehärte.
Betriebsnorm
Drallwinkel = 50/35°.
Spanwinkel = 6°.
Stirn Ausführung - Radius
Hartmetallwerkstoffe zeichnen sich durch hohe Druckfestigkeit, hohe Härte und damit hohe Verschleißfestigkeit, aber auch durch begrenzte Biegefestigkeit und Zähigkeit aus.
2025 © ZPS-FN a.s. | Alle rechte vorbehalten