Scheibenfräser, feingeverzahnt, Typ H

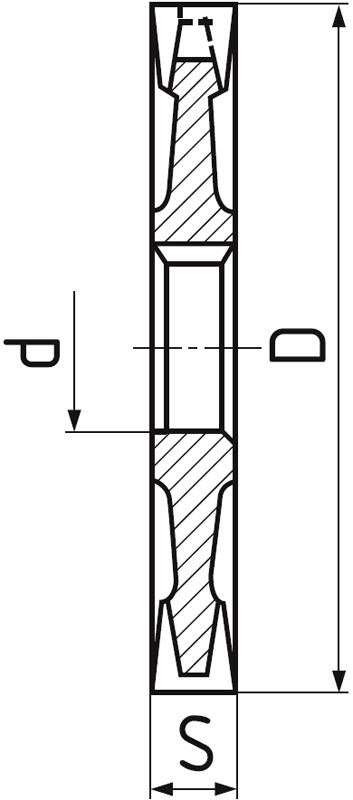
| D | S | d | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|
| 50 | 4 | 16 | 14 | 730278.05004 | 106,23 €43,90 € | Ja | ||
| 50 | 5 | 16 | 14 | 730278.05005 | 107,09 €44,25 € | Ja | ||
| 50 | 6 | 16 | 14 | 730278.05006 | 112,69 €46,57 € | Ja | ||
| 50 | 10 | 16 | 14 | 730278.05010 | 132,54 €54,77 € | Ja | ||
| 63 | 5 | 22 | 16 | 730278.06305 | 125,09 €51,69 € | Ja | ||
| 63 | 7 | 22 | 16 | 730278.06307 | 148,27 €61,27 € | Ja | ||
| 63 | 9 | 22 | 16 | 730278.06309 | 156,85 €64,82 € | Ja | ||
| 63 | 10 | 22 | 16 | 730278.06310 | 150,39 €62,15 € | Ja | ||
| 63 | 12 | 22 | 16 | 730278.06312 | 170,71 €70,54 € | Ja | ||
| 63 | 14 | 22 | 16 | 730278.06314 | 191,64 €79,19 € | Ja | ||
| 63 | 16 | 22 | 16 | 730278.06316 | 204,04 €84,32 € | Ja | ||
| 80 | 4 | 27 | 18 | 730278.08004 | 151,76 €62,71 € | Nein | ||
| 80 | 5 | 27 | 18 | 730278.08005 | 157,30 €65,00 € | Ja | ||
| 80 | 6 | 27 | 18 | 730278.08006 | 162,65 €67,21 € | Nein | ||
| 80 | 7 | 27 | 18 | 730278.08007 | 186,19 €76,94 € | Ja | ||
| 80 | 9 | 27 | 18 | 730278.08009 | 199,20 €82,32 € | Ja | ||
| 80 | 14 | 27 | 18 | 730278.08014 | 225,76 €93,29 € | Ja | ||
| 80 | 16 | 27 | 18 | 730278.08016 | 244,58 €101,07 € | Ja | ||
| 80 | 18 | 27 | 16 | 730278.08018 | 281,78 €116,44 € | Ja | ||
| 80 | 20 | 27 | 16 | 730278.08020 | 282,14 €116,59 € | Ja | ||
| 100 | 4 | 32 | 20 | 730278.10004 | 208,28 €86,07 € | Ja | ||
| 100 | 6 | 32 | 20 | 730278.10006 | 227,03 €93,82 € | Ja | ||
| 100 | 7 | 32 | 20 | 730278.10007 | 248,10 €102,52 € | Nein | ||
| 100 | 8 | 32 | 20 | 730278.10008 | 225,46 €93,17 € | Ja | ||
| 100 | 9 | 32 | 20 | 730278.10009 | 249,72 €103,19 € | Ja | ||
| 100 | 12 | 32 | 20 | 730278.10012 | 262,57 €108,50 € | Ja | ||
| 100 | 14 | 32 | 20 | 730278.10014 | 292,77 €120,98 € | Ja | ||
| 100 | 16 | 32 | 20 | 730278.10016 | 309,01 €127,69 € | Nein | ||
| 100 | 18 | 32 | 20 | 730278.10018 | 363,05 €150,02 € | Ja | ||
| 100 | 20 | 32 | 20 | 730278.10020 | 365,52 €151,04 € | Ja | ||
| 100 | 22 | 32 | 18 | 730278.10022 | 389,27 €160,86 € | Ja | ||
| 100 | 25 | 32 | 18 | 730278.10025 | 452,24 €186,88 € | Ja | ||
| 125 | 12 | 32 | 22 | 730278.12512 | 347,67 €143,67 € | Ja | ||
| 125 | 14 | 32 | 22 | 730278.12514 | 391,74 €161,88 € | Ja | ||
| 125 | 16 | 32 | 22 | 730278.12516 | 406,05 €167,79 € | Nein | ||
| 125 | 18 | 32 | 22 | 730278.12518 | 467,62 €193,23 € | Ja | ||
| 125 | 20 | 32 | 22 | 730278.12520 | 477,44 €197,29 € | Ja | ||
| 125 | 22 | 32 | 20 | 730278.12522 | 501,70 €207,32 € | Ja | ||
| 125 | 25 | 32 | 20 | 730278.12525 | 571,68 €236,23 € | Ja | ||
| 160 | 6 | 40 | 24 | 730278.16006 | 399,25 €164,98 € | Ja | ||
| 160 | 8 | 40 | 24 | 730278.16008 | 439,93 €181,79 € | Ja | ||
| 160 | 10 | 40 | 24 | 730278.16010 | 480,62 €198,61 € | Ja | ||
| 160 | 12 | 40 | 24 | 730278.16012 | 523,28 €216,23 € | Ja | ||
| 160 | 14 | 40 | 24 | 730278.16014 | 561,79 €232,15 € | Ja | ||
| 160 | 16 | 40 | 24 | 730278.16016 | 604,44 €249,77 € | Ja | ||
| 160 | 18 | 40 | 24 | 730278.16018 | 663,84 €274,32 € | Ja | ||
| 160 | 20 | 40 | 24 | 730278.16020 | 664,50 €274,59 € | Ja | ||
| 160 | 22 | 40 | 22 | 730278.16022 | 768,75 €317,67 € | Ja | ||
| 160 | 25 | 40 | 22 | 730278.16025 | 829,55 €342,79 € | Ja | ||
| 200 | 8 | 40 | 30 | 730278.20008 | 620,03 €256,21 € | Ja | ||
| 200 | 10 | 40 | 30 | 730278.20010 | 669,38 €276,61 € | Ja | ||
| 200 | 14 | 40 | 30 | 730278.20014 | 853,81 €352,82 € | Ja | ||
| 200 | 16 | 40 | 30 | 730278.20016 | 874,62 €361,42 € | Ja | ||
| 200 | 18 | 40 | 30 | 730278.20018 | 956,86 €395,40 € | Ja | ||
| 200 | 20 | 40 | 30 | 730278.20020 | 976,82 €403,65 € | Ja | ||
| 200 | 22 | 40 | 28 | 730278.20022 | 1 063,84 €439,61 € | Ja | ||
| 200 | 25 | 40 | 28 | 730278.20025 | 1 185,65 €489,94 € | Ja |
Schnittbedingungen
Material | Festigkeit | Ap | Ae | Vc | fz(mm/z) Ø 50 | Ø 63 | Ø 80 | Ø 100 | Ø 125 |
|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 0,1xD | 1xS | 45 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 0,1xD | 1xS | 39 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 0,1xD | 1xS | 24 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 0,1xD | 1xS | 30 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 0,1xD | 1xS | 24 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| P.6 | Werkzeug- und Vergütengsstähle | > 1100 N/mm² | 0,1xD | 1xS | 20 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 0,1xD | 1xS | 15 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 0,1xD | 1xS | 35 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 0,1xD | 1xS | 25 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| N.4 | Kupfer-Zink-Legierungen | ≤ 800 N/mm² | 0,1xD | 1xS | 80-120 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 0,1xD | 1xS | 12 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
| S.2 | Titan, Titanlegierungen | ≤ 1250 N/mm² | 0,1xD | 1xS | 12 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 |
Berechnungen Schnittbedingungen