Schaftfräser lang, feingezahnt, 45°, Typ H, glatter Schaft, Beschichtung AlTiN






|
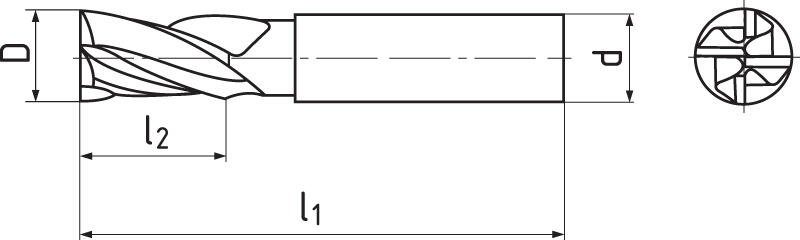
D
h 10 |
d
h 6 | l1 | l2 | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|
| 6 | 6 | 57 | 13 | 6 | S131602.060 | 28,49 € | Ja |
|
|
| 8 | 8 | 63 | 19 | 6 | S131602.080 | 39,43 € | Nein |
|
|
| 10 | 10 | 72 | 22 | 6 | S131602.100 | 53,06 € | Ja |
|
|
| 12 | 12 | 83 | 26 | 6 | S131602.120 | 75,39 € | Ja |
|
|
| 14 | 14 | 83 | 26 | 6 | S131602.140 | 94,12 € | Ja |
|
|
| 16 | 16 | 92 | 32 | 6 | S131602.160 | 126,73 € | Ja |
|
|
| 18 | 18 | 92 | 32 | 8 | S131602.180 | 158,82 € | Ja |
|
|
| 20 | 20 | 104 | 38 | 8 | S131602.200 | 189,55 € | Ja |
|
Schnittbedingungen
Material |
Festigkeit |
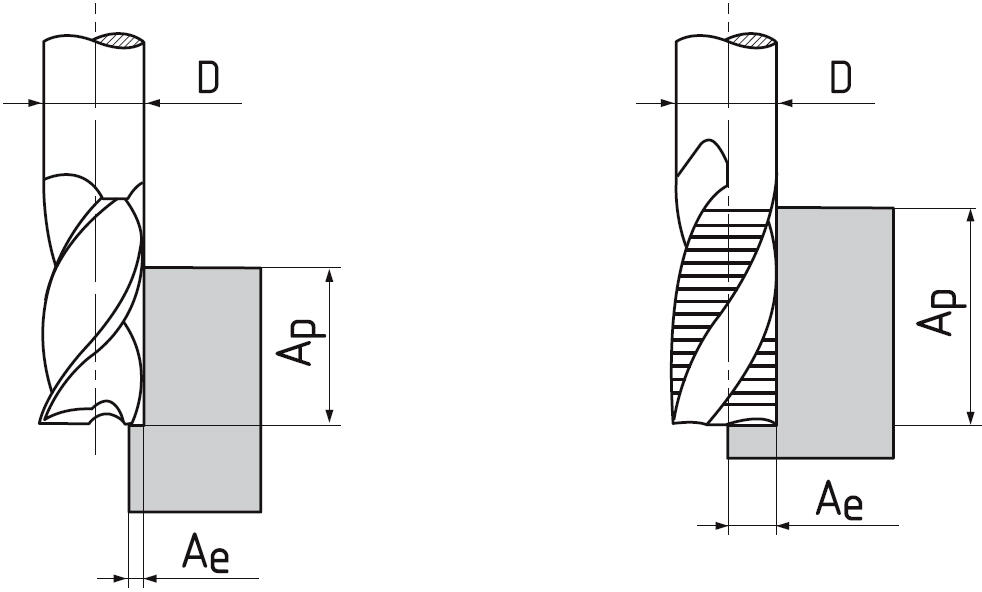
Ap |
Ae |
Vc |
fz(mm/z) Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 1,75xD | 0,05xD | 180 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 1,75xD | 0,05xD | 100 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 1,75xD | 0,05xD | 80 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| M.1 | Rost- und säurebeständige | ≤ 750 N/mm² | 1,75xD | 0,05xD | 90 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 1,75xD | 0,05xD | 80 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 1,75xD | 0,05xD | 140 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 1,75xD | 0,05xD | 100 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| S.1 | Chrom-Nickellegierungen | ≤ 1500 N/mm² | 1,75xD | 0,05xD | 50 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| S.2 | Titan, Titanlegierungen | ≤ 1250 N/mm² | 1,75xD | 0,05xD | 70 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
| H.1 | Gehärte Stahl (< 54 HRC) | ≤ 1920 N/mm² | 1,75xD | 0,05xD | 80 | 0.03 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 |
Berechnungen Schnittbedingungen
Produkteingeschaften
Glatter Schaft nach DIN 6535 HA.
Drallwinkel = 45°.
Spanwinkel = 12°.

Stirn Ausführung
Hartmetallwerkstoffe zeichnen sich durch hohe Druckfestigkeit, hohe Härte und damit hohe Verschleißfestigkeit, aber auch durch begrenzte Biegefestigkeit und Zähigkeit aus.
Für Fräsen (Endbearbeitung) von Werkstoffen mit der mittleren Festigkeit (bis 1200 MPa). Rauhheit Ra 3,2, aus-nahmweise auch 1,6.

Mögliche Vorschubrichtungen

Öl-kühlung.
Die Beschichtung mit ähnlichen Eigeschaften und sogar mit höherer Härte als TiAlN. Gute thermische Stabilität. Für anspruchsvollste Applikationen einsetzbar. Die Beschichtung zeigt ausgezeichnete Resultate, namenlicht in der Kombination mit dem Stahl HSSE-PM (ASP 2030). Die aus diesem Stahl gefertigten Fräser werden standardmässig mit AlTiN beschichtet.