Radiusfräser Kurz, Zweischneider, λ 15°, Typ H, glatter Schaft, Beschichtung TiSiN






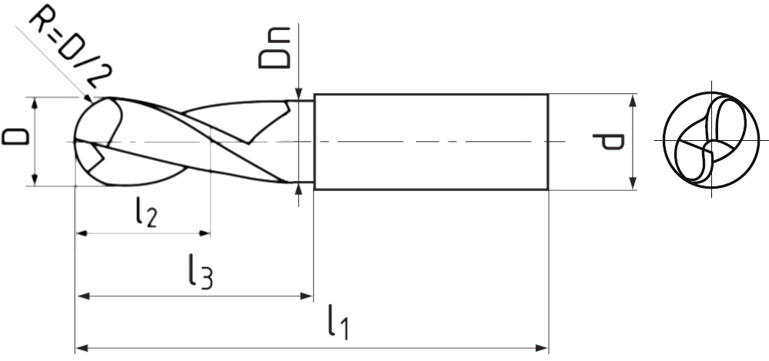
| D | d | l1 | l2 | l3 | Dn | R | Z | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3 | 6 | 57 | 4 | 15 | 2,8 | 1,5 | 2 | S511702.030 TISIN | 72,20 € | Nein | ||
| 4 | 6 | 57 | 5 | 16 | 3,8 | 2 | 2 | S511702.040 TISIN | 72,20 € | Nein | ||
| 5 | 6 | 57 | 6 | 20 | 4,8 | 2,5 | 2 | S511702.050 TISIN | 72,20 € | Nein | ||
| 6 | 6 | 62 | 7 | 24 | 5,7 | 3 | 2 | S511702.060 TISIN | 72,20 € | Nein | ||
| 8 | 8 | 68 | 9 | 30 | 7,6 | 4 | 2 | S511702.080 TISIN | 101,59 € | Nein | ||
| 10 | 10 | 80 | 11 | 38 | 9,5 | 5 | 2 | S511702.100 TISIN | 130,69 € | Nein | ||
| 12 | 12 | 93 | 13 | 46 | 11,5 | 6 | 2 | S511702.120 TISIN | 176,29 € | Nein |
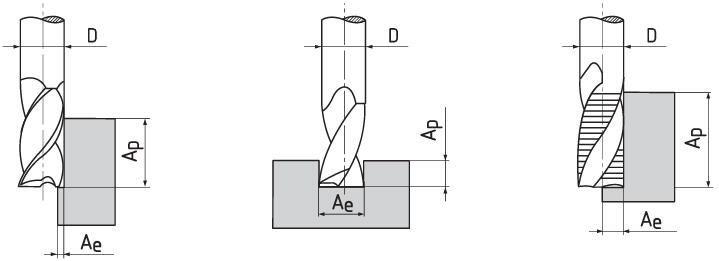
Schnittbedingungen
Material | Festigkeit | Ap | Ae | Vc | fz(mm/z) Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| H.1 | Gehärte Stahl (< 54 HRC) | ≤ 1920 N/mm² | 0.5xD | 0.5xD | 280 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.2 | 0.24 | 0.32 | 0.4 |
| H.2 | Gehärte Stahl (54 - 60 HRC) | 1920-2210 N/mm² | 0.5xD | 0.5xD | 280 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.2 | 0.24 | 0.35 | 0.4 |
| H.3 | Gehärte Stahl (> 60 HRC) | > 2210 N/mm² | 0.5xD | 0.5xD | 225 | 0.06 | 0.08 | 0.1 | 0.12 | 0.16 | 0.2 | 0.24 | 0.35 | 0.4 |
Berechnungen Schnittbedingungen
Produkteingeschaften
Glatter Schaft nach DIN 6535 HA.
Drallwinkel = 15°. Spanwinkel = 10°.
Hartmetallwerkstoffe zeichnen sich durch hohe Druckfestigkeit, hohe Härte und damit hohe Verschleißfestigkeit, aber auch durch begrenzte Biegefestigkeit und Zähigkeit aus.
Für Fräsen (Endbearbeitung) von Werkstoffen mit der mittleren Festigkeit (bis 1200 MPa). Rauhheit Ra 3,2, aus-nahmweise auch 1,6.

Mögliche Vorschubrichtungen
Die Beschichtung wird durch hohe Härte bei höheren Temperaturen, durch gute Oxidationsbeständigkeit und durch niedrige Wärmeleitfähigkeit gekennzeichnet. Sie wird universal einsetzbar, namentlich für die HSC-Bearbeitung ohne Kühlung. Geeignet für Fräsen von harten Werkstoffen.