Maschinengewindebohrer mit Spiralnut 40°, Oxidierte Oberfläche





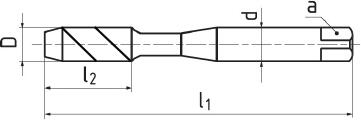
| D 6 H | P | d | l1 | l2 | d1 | Z | a | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M2 | 0,4 | 2,8 | 45 | 6 | 1,6 | 3 | 2,1 | MT21505.020 | 14,40 €11,90 € | Nein | ||
| M2,5 | 0,45 | 2,8 | 50 | 7,5 | 2,05 | 3 | 2,1 | MT21505.025 | 13,75 €11,36 € | Ja | ||
| M3 | 0,5 | 3,5 | 56 | 5 | 2,5 | 3 | 2,7 | MT21505.030 | 11,95 €9,88 € | Ja | ||
| M4 | 0,7 | 4,5 | 63 | 7 | 3,3 | 3 | 3,4 | MT21505.040 | 11,95 €9,88 € | Ja | ||
| M5 | 0,8 | 6 | 70 | 8 | 4,2 | 3 | 4,9 | MT21505.050 | 12,40 €10,25 € | Ja | ||
| M6 | 1 | 6 | 80 | 10 | 5 | 3 | 4,9 | MT21505.060 | 12,80 €10,58 € | Nein | ||
| M8 | 1,25 | 8 | 90 | 13 | 6,8 | 3 | 6,2 | MT21505.080 | 14,90 €12,31 € | Ja | ||
| M10 | 1,5 | 10 | 100 | 15 | 8,5 | 3 | 8 | MT21505.100 | 17,45 €14,42 € | Ja | ||
| M12 | 1,75 | 9 | 110 | 18 | 10,2 | 3 | 7 | MT21505.120 | 22,80 €18,84 € | Ja | ||
| M14 | 2 | 11 | 110 | 20 | 12 | 3 | 9 | MT21505.140 | 28,45 €23,51 € | Ja | ||
| M16 | 2 | 12 | 110 | 20 | 14 | 3 | 9 | MT21505.160 | 31,30 €25,87 € | Ja | ||
| M18 | 2,5 | 14 | 125 | 25 | 15,5 | 4 | 11 | MT21505.180 | 44,95 €37,15 € | Ja | ||
| M20 | 2,5 | 16 | 140 | 25 | 17,5 | 4 | 12 | MT21505.200 | 46,45 €38,39 € | Ja |
Schnittbedingungen
Material | Festigkeit | vc |
|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 10-15 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 10-15 |
| N.1 | Aluminimum, Aluminium-Gu leg. Si (Si ≤ 6%) | ≤ 400 N/mm² | 10-15 |
| N.2 | Aluminium-Gu legierungen Si (Si ≤ 12%) | ≤ 600 N/mm² | 10-15 |
| N.3 | Aluminium-Gu legierungen Si (Si > 12%) | ≤ 800 N/mm² | 10-15 |
Produkteingeschaften
Drallwinkel = 40°.

Winkel des Gewindes

Gewinde Standard
Der Hochleistungsschnellstahl mit guter Zähigkeit für die Fräser zur Bearbeitung von Materialien bis einer Festigkeit von 1200 MPa.
Für gerade orde gedrallte Nuten, für kurzspanenden Werksoffen.

Steigung

Metrisches ISO - Gewinde
Dampfgehärtet (Brünieren) ist ein Verfahren, bei dem sich auf der Oberfläche des Werkzeugs eine Schicht aus Eisenoxid bildet. Diese Schicht erhöht die Abriebfestigkeit der Klinge, erhöht die Korrosionsbeständigkeit und verbessert die Schmierung des Werkzeugs. Die effektivste Anwendung ist für Bohrer und Gewindebohrer.