Maschinengewindebohrer mit geraden Flöte, universell, Beschichtung TiCN





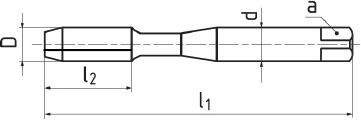
| D 6 H | P | d | l1 | l2 | d1 | Z | a | Artikel Nr. | Preis/St. | Auf Lager | Stückzahl | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3 | 0,5 | 3,5 | 56 | 9 | 2,5 | 3 | 2,7 | MT11384.030 TICN | 19,75 €16,32 € | Ja | ||
| M4 | 0,7 | 4,5 | 63 | 7 | 3,3 | 3 | 3,4 | MT11384.040 TICN | 20,40 €16,86 € | Ja | ||
| M5 | 0,8 | 6 | 70 | 13 | 4,2 | 3 | 4,9 | MT11384.050 TICN | 21,15 €17,48 € | Ja | ||
| M6 | 1 | 6 | 80 | 15 | 5 | 3 | 4,9 | MT11384.060 TICN | 21,15 €17,48 € | Ja | ||
| M8 | 1,25 | 8 | 90 | 18 | 6,8 | 3 | 6,2 | MT11384.080 TICN | 24,74 €20,45 € | Ja | ||
| M10 | 1,5 | 10 | 100 | 20 | 8,5 | 3 | 8 | MT11384.100 TICN | 29,45 €24,34 € | Ja | ||
| M12 | 1,75 | 9 | 110 | 23 | 10,2 | 3 | 7 | MT11384.120 TICN | 37,45 €30,95 € | Ja | ||
| M14 | 2 | 11 | 110 | 25 | 12 | 3 | 9 | MT11384.140 TICN | 46,60 €38,51 € | Ja | ||
| M16 | 2 | 12 | 110 | 25 | 14 | 3 | 9 | MT11384.160 TICN | 53,25 €44,01 € | Ja | ||
| M18 | 2,5 | 14 | 125 | 30 | 15,5 | 3 | 11 | MT11384.180 TICN | 74,50 €61,57 € | Ja | ||
| M20 | 2,5 | 16 | 140 | 30 | 17,5 | 3 | 12 | MT11384.200 TICN | 78,80 €65,12 € | Ja |
Schnittbedingungen
Material | Festigkeit | Vc |
|---|---|---|
| P.1 | Automatenstähle, allgemeine Baustähle | ≤ 600 N/mm² | 22-26 |
| P.2 | Allgemine Baustähle, Stahlguss | ≤ 850 N/mm² | 18-22 |
| P.3 | Niedriglegierte Werkzeugstähle | ≤ 1100 N/mm² | 15-18 |
| P.4 | Vergütungsstähle | ≤ 900 N/mm² | 18-22 |
| P.5 | Hochlegierte Werkzugstähle | ≤ 1100 N/mm² | 15-18 |
| P.6 | Werkzeug- und Vergütengsstähle | > 1100 N/mm² | 8-14 |
| M.1 | Rost- und säurebeständige | ≤ 750 N/mm² | 12-15 |
| M.2 | Rost- und säurebeständige | 750 - 850 N/mm² | 12-15 |
| M.3 | Rost- und säurebeständige | > 850 N/mm² | 12-15 |
| K.1 | Temperguss (≤ 240 HB) | ≤ 820 N/mm² | 15-22 |
| K.2 | Temperguss (> 240 HB) | > 800 N/mm² | 15-22 |
| N.1 | Aluminimum, Aluminium-Gu legierungen Si (Si ≤ 6%) | ≤ 400 N/mm² | 34-40 |
| N.2 | Aluminium-Gu legierungen Si (Si ≤ 12%) | ≤ 600 N/mm² | 15-22 |
| N.3 | Aluminium-Gu legierungen Si (Si > 12%) | ≤ 600 N/mm² | 15-22 |
| N.4 | Kupfer-Zink-Legierungen | ≤ 800 N/mm² | 10-14 |
Produkteingeschaften
Entworfen für den universellen Einsetz

Winkel des Gewindes

Gewinde Standard
Hochleistungsschnellstahl mit 3 % Vanadiumgehalt.
Für gerade Nuten mit Schälanschnitt, für mittel- bzw. langspanenden Werkstoffen.

Steigung

Metrisches ISO - Gewinde
Die Beschichtung bietet hohe Härte und zugleich gute Zähigkeit. Sie weist den niedrigen Reibungskoeffi zient auf. Einsetzbar für Bohrung von hochfestigen Stählen. Sie hat niedrigere thermische Stabilität und Kühlung ist notwendig, z.B. mit Emulsion.