Сверла с коническим хвостовиком, стандарт, тип N, DIN 345, HSS Co5, код VK10015, диаметр 18,5 mm





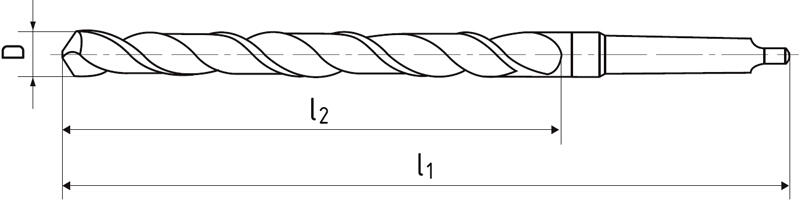
| D | MK | l1 | l2 | Код продукта | На складе |
|---|---|---|---|---|---|
| 18,5 | 2 | 233 | 135 | VK10015.1850 | Да |
Режимы резания
Материял |
Твердость |
Vc |
fz(mm/r) Ø1 |
Ø2 |
Ø3,15 |
Ø4 |
Ø5 |
Ø6,3 |
Ø8 |
Ø10 |
Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Автоматные и конструкционные стали | ≤ 600 N/mm² | 40 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| P.2 | Конструкционные и литые стали | ≤ 850 N/mm² | 40 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| P.3 | Инструментальная сталь низколегированная | ≤ 1100 N/mm² | 40 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| M.1 | Нержавеющие стали | ≤ 750 N/mm² | 18 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| M.2 | Нержавеющие стали | 750 - 850 N/mm² | 14 | 0,012 | 0,032 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 |
| M.3 | Нержавеющие стали | > 850 N/mm² | 16 | 0,012 | 0,032 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 |
| K.1 | Чугун (≤ 240 HB) | ≤ 820 N/mm² | 35 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| K.2 | Чугун (> 240 HB) | > 800 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.4 | Медноцинковые и меднооловянные сплавы | ≤ 850 N/mm² | 35 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
Расчёт условий резания
Свойства продукта
Профиль канавки нормальный. У сверл HSS ядро нормальное, угол при вершине 118 °, у сверл с HSS ядро немножко усиленное, угол при вершине 130 °.
Форма N. Коническое затыловочное шлифование.

Глубина сверления 5xD
Высокопроизводительная быстрорежущая сталь с хорошей вязкостью для фрез и фрезерования материалов до прочности 1200 МПа.
Угол винтовой канавки 25° - 30°.

Угол при вершине 128°
