Fraises à queue extra longues, type NR, code 125215E, diamètre 30 mm






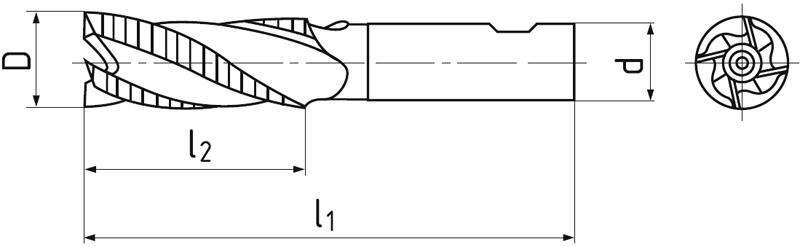
| D k 12 | d h 6 | l1 | l2 | Z | Code article | En stock |
|---|---|---|---|---|---|---|
| 30 | 25 | 216 | 140 | 5 | 125215E.300 | Oui |
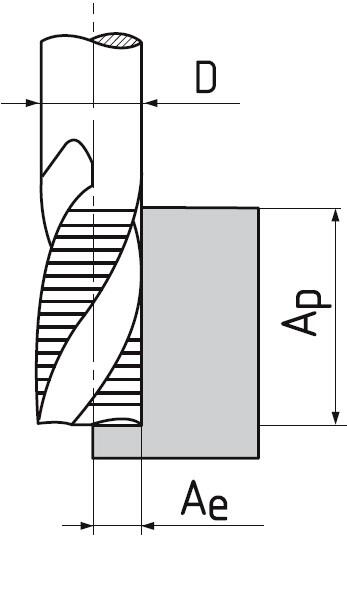
Conditions de coupe
Matériaux | Dureté | Ap | Ae | vc | fz(mm/z) Ø 10 | Ø 12 | Ø 16 | Ø 20 | Ø 25 | Ø 32 |
|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² | 4xD | 0,2xD | 28 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² | 4xD | 0,2xD | 23 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| P.3 | Acier à outils faiblement allié | ≤ 1100 N/mm² | 4xD | 0,2xD | 29 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| P.4 | Acier trempé | ≤ 900 N/mm² | 4xD | 0,2xD | 17 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| P.5 | Acier à outils fortement allié | ≤ 1100 N/mm² | 4xD | 0,2xD | 12 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| M.1 | Acier inoxydable | ≤ 750 N/mm² | 4xD | 0,2xD | 17 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| M.2 | Acier inoxydable | 750 - 850 N/mm² | 4xD | 0,2xD | 15 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| M.3 | Acier inoxydable | > 850 N/mm² | 4xD | 0,2xD | 13 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| K.1 | Fonte (≤ 240 HB) | ≤ 820 N/mm² | 4xD | 0,2xD | 28 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| N.4 | Cuivre, alliages de cuivre, laiton, bronze | ≤ 850 N/mm² | 4xD | 0,2xD | 32 | 0.06 | 0.067 | 0.081 | 0.11 | 0.1495 | 0.161 |
| S.2 | Titane, alliages de titane | ≤ 1250 N/mm² | 4xD | 0,2xD | 11 | 0.042 | 0.0469 | 0.0567 | 0.077 | 0.1047 | 0.1127 |
Attributs du produit
Queue weldon - DIN 1835 B.
Pour opération d'ébauche des matériaux d´une résistance faible jusqu'à moyenne (700 MPa), la rugosité de surface Ra 12,5 et grossière.
