Набор сверла с коническим хвостовиком, диаметр 14,5-30 mm, 9 штук, Окисленная поверхность






Содержание набора
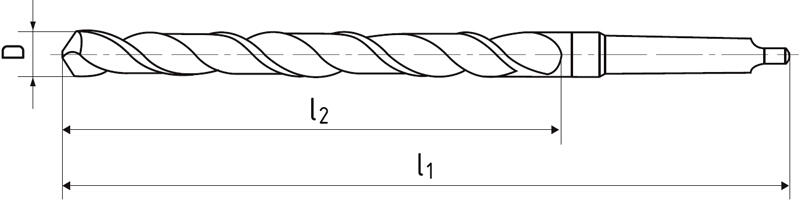
| Код изделия | D | MK | l1 | l2 |
| VK10010.1500 | 15 | 2 | 212 | 114 |
| VK10010.1600 | 16 | 2 | 218 | 120 |
| VK10010.1800 | 18 | 2 | 228 | 130 |
| VK10010.2000 | 20 | 2 | 238 | 140 |
| VK10010.2200 | 22 | 2 | 248 | 155 |
| VK10010.2400 | 24 | 3 | 281 | 160 |
| VK10010.2600 | 26 | 3 | 286 | 165 |
| VK10010.2800 | 28 | 3 | 291 | 170 |
| VK10010.3000 | 30 | 3 | 296 | 175 |
Режимы резания
Материял |
Твердость |
Vc |
fz(mm/r) Ø1 |
Ø2 |
Ø3,15 |
Ø4 |
Ø5 |
Ø6,3 |
Ø8 |
Ø10 |
Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Автоматные и конструкционные стали | ≤ 600 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| P.2 | Конструкционные и литые стали | ≤ 850 N/mm² | 30 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| K.1 | Чугун (≤ 240 HB) | ≤ 820 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| K.2 | Чугун (> 240 HB) | > 800 N/mm² | 25 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.2 | Aлюминий-кремниевые сплавы (Si ≤ 12%) | ≤ 600 N/mm² | 70 | 0,02 | 0,08 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 | 0,315 |
| N.3 | Aлюминий-кремниевые сплавы (Si > 12%) | ≤ 600 N/mm² | 70 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.4 | Медноцинковые и меднооловянные сплавы | ≤ 800 N/mm² | 30 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
Свойства продукта
Профиль канавки нормальный. У сверл HSS ядро нормальное, угол при вершине 118 °, у сверл с HSS ядро немножко усиленное, угол при вершине 130 °.
Форма A. Коническое затыловочное шлифование с подточенной вершиной.

Глубина сверления 5xD
Быстрорежущая сталь средней производительности, с точки зрения вязкости подходит для фрез меньших диаметров и фрезерования материалов до прочности 900 МПа.
Угол винтовой канавки 25° - 30°.

Угол при вершине 118°

Правая винтовая канавка
Пассивация - это процесс, при котором на поверхности инструмента образуется слой оксида железа. Этот слой повышает абразивную стойкость лезвия, увеличивает коррозионную стойкость и улучшает смазку инструмента. Наиболее эффективное применение - для сверл и метчиков.