Forets hélicoidaux à queue conique, extra longs






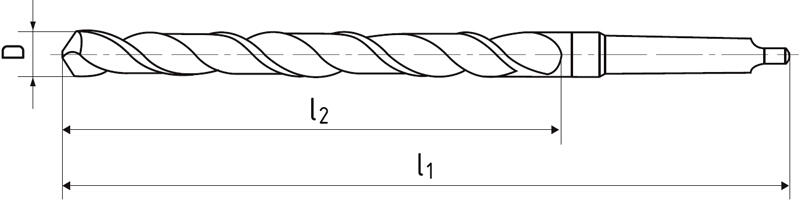
| D | MK | l1 | l2 | Code article | En stock |
|---|---|---|---|---|---|
| 8 | 1 | 265 | 165 | VK70010.0800 | Oui |
| 8,5 | 1 | 265 | 165 | VK70010.0850 | Oui |
| 9 | 1 | 275 | 175 | VK70010.0900 | Non |
| 10 | 1 | 285 | 185 | VK70010.1000 | Oui |
| 11 | 1 | 300 | 195 | VK70010.1100 | Oui |
| 12 | 1 | 310 | 205 | VK70010.1200 | Oui |
| 13 | 1 | 310 | 205 | VK70010.1300 | Oui |
| 13,5 | 1 | 325 | 220 | VK70010.1350 | Oui |
| 14,5 | 2 | 340 | 220 | VK70010.1450 | Oui |
| 15 | 2 | 340 | 220 | VK70010.1500 | Non |
| 15,5 | 2 | 355 | 230 | VK70010.1550 | Oui |
| 16 | 2 | 355 | 230 | VK70010.1600 | Oui |
| 16,5 | 2 | 355 | 230 | VK70010.1650 | Oui |
| 17 | 2 | 355 | 230 | VK70010.1700 | Oui |
| 17,5 | 2 | 370 | 245 | VK70010.1750 | Non |
| 18 | 2 | 370 | 245 | VK70010.1800 | Oui |
| 18,5 | 2 | 370 | 245 | VK70010.1850 | Oui |
| 19 | 2 | 370 | 245 | VK70010.1900 | Oui |
| 19,5 | 2 | 385 | 260 | VK70010.1950 | Oui |
| 20 | 2 | 385 | 260 | VK70010.2000 | Oui |
| 20,5 | 2 | 385 | 260 | VK70010.2050 | Oui |
| 21 | 2 | 385 | 260 | VK70010.2100 | Oui |
| 22 | 2 | 405 | 270 | VK70010.2200 | Oui |
| 22,5 | 2 | 405 | 270 | VK70010.2250 | Non |
| 23 | 2 | 405 | 270 | VK70010.2300 | Oui |
| 23,5 | 3 | 425 | 270 | VK70010.2350 | Non |
| 24 | 3 | 440 | 290 | VK70010.2400 | Oui |
| 24,5 | 3 | 440 | 290 | VK70010.2450 | Oui |
| 25 | 3 | 440 | 290 | VK70010.2500 | Oui |
| 25,5 | 3 | 440 | 290 | VK70010.2550 | Oui |
| 26 | 3 | 440 | 290 | VK70010.2600 | Oui |
| 26,5 | 3 | 440 | 290 | VK70010.2650 | Non |
| 27 | 3 | 460 | 305 | VK70010.2700 | Non |
| 28 | 3 | 460 | 305 | VK70010.2800 | Oui |
| 28,5 | 3 | 460 | 305 | VK70010.2850 | Non |
| 29 | 3 | 460 | 305 | VK70010.2900 | Non |
| 30 | 3 | 460 | 305 | VK70010.3000 | Oui |
| 31 | 3 | 480 | 320 | VK70010.3100 | Non |
| 32 | 4 | 505 | 320 | VK70010.3200 | Oui |
| 33 | 4 | 505 | 320 | VK70010.3300 | Non |
| 34 | 4 | 530 | 340 | VK70010.3400 | Oui |
| 35 | 4 | 530 | 340 | VK70010.3500 | Oui |
| 36 | 4 | 530 | 340 | VK70010.3600 | Oui |
| 37 | 4 | 530 | 340 | VK70010.3700 | Oui |
| 38 | 4 | 555 | 360 | VK70010.3800 | Non |
| 39 | 4 | 555 | 360 | VK70010.3900 | Oui |
| 40 | 4 | 555 | 360 | VK70010.4000 | Oui |
| 42 | 4 | 555 | 360 | VK70010.4200 | Non |
| 43 | 4 | 585 | 385 | VK70010.4300 | Non |
| 44 | 4 | 585 | 385 | VK70010.4400 | Non |
| 45 | 4 | 585 | 385 | VK70010.4500 | Non |
| 47 | 4 | 585 | 385 | VK70010.4700 | Non |
| 48 | 4 | 605 | 405 | VK70010.4800 | Non |
| 50 | 4 | 605 | 405 | VK70010.5000 | Oui |
Conditions de coupe
Matériaux | Dureté | Vc | fz(mm/r) Ø1 | Ø2 | Ø3,15 | Ø4 | Ø5 | Ø6,3 | Ø8 | Ø10 | Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² | 20 | 0,025 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² | 16 | 0,025 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| K.1 | Fonte (≤ 240 HB) | ≤ 820 N/mm² | 20 | 0,025 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| K.2 | Fonte (> 240 HB) | > 800 N/mm² | 16 | 0,025 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
| N.4 | Cuivre, alliages de cuivre, laiton, bronze | ≤ 850 N/mm² | 20 | 0,015 | 0,025 | 0,04 | 0,05 | 0,05 | 0,063 | 0,08 | 0,1 | 0,1 |
Attributs du produit
Conçu pour les aciers jusqu'à 800 N / mm²
La coupe selon la norme DIN 1412 – en forme C. Rectification conique avec une réduction de l´arête de coupe transversale.

Angle de Pointe = 118°

Hélice droite
Angle d'Hélice 25° - 30°.
Face conique à contre-dépouille avec tranchant transversal raccourci, DIN 1412 type A.

Profondeur de forage 20xD
Acier haute-vitesse de performance moyenne, convenable pour les fraises de diamètres inférieurs et pour fraisage des matériaux avec résistance jusqu’à 900 MPa, en respectant la ténacité de la fraise.