Forets à centrer 120°, revêtement TiN







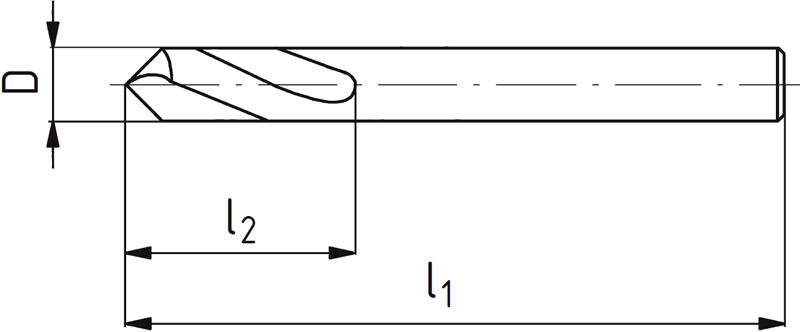
| D | l1 | l2 | Code article | En stock |
|---|---|---|---|---|
| 3 | 50 | 10 | VN50115.0300 TiN | Oui |
| 4 | 52 | 12 | VN50115.0400 TiN | Oui |
| 5 | 60 | 15 | VN50115.0500 TiN | Oui |
| 6 | 66 | 20 | VN50115.0600 TiN | Oui |
| 8 | 79 | 25 | VN50115.0800 TiN | Oui |
| 10 | 89 | 25 | VN50115.1000 TiN | Oui |
| 12 | 102 | 30 | VN50115.1200 TiN | Oui |
| 14 | 115 | 35 | VN50115.1400 TiN | Oui |
| 16 | 115 | 35 | VN50115.1600 TiN | Oui |
| 20 | 131 | 40 | VN50115.2000 TiN | Non |
| 25 | 138 | 45 | VN50115.2500 TiN | Non |
Conditions de coupe
Matériaux | Dureté | Vc | fz(mm/r) Ø3,15 | Ø4 | Ø5 | Ø6,3 | Ø8 | Ø10 | Ø12,5 | Ø16 | Ø20 | Ø25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² | 35 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² | 33 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| P.3 | Acier à outils faiblement allié | ≤ 1100 N/mm² | 28 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| P.4 | Acier trempé | ≤ 900 N/mm² | 22 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| P.5 | Acier à outils fortement allié | ≤ 1100 N/mm² | 20 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| P.6 | Acier à outils et trempé | > 1100 N/mm² | 18 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 |
| M.1 | Acier inoxydable | ≤ 750 N/mm² | 12 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| M.2 | Acier inoxydable | 750 - 850 N/mm² | 12 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| M.3 | Acier inoxydable | > 850 N/mm² | 8 | 0,05 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 |
| K.1 | Fonte | ≤ 820 N/mm² (≤ 240 HB) | 33 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| K.2 | Fonte | > 800 N/mm² (> 240 HB) | 33 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| N.3 | Alliages d'aluminium Al-Si (Si > 12%) | ≤ 600 N/mm² | 60 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 | 0,5 |
| N.4 | Cuivre, alliages de cuivre, laiton, bronze | ≤ 800 N/mm² | 65 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
| N.5 | Plastiques | ≤ 300 N/mm² | 36 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 | 0,25 | 0,315 | 0,4 |
Attributs du produit
Application universelle. Convient pour les matériaux jusqu'à la résistance de 900 MPa.
La coupe selon la norme DIN 1412 – en forme N. Rectification conique.

Hélice droite
Couche standard universellement applicable. Par rapport à Les outils non revêtus ont une durabilité des bords de 300 à 400 % supérieure. Le refroidissement est recommandé.