Forets à carrosserie à double pointe




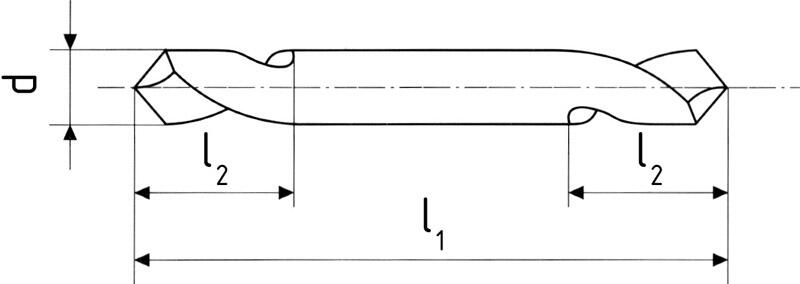
| D | l1 | l2 | Code article | En stock |
|---|---|---|---|---|
| 2,5 | 43 | 9,5 | VN40090.0250 | Oui |
| 2,6 | 43 | 9,5 | VN40090.0260 | Non |
| 2,8 | 46 | 10,6 | VN40090.0280 | Non |
| 3 | 46 | 10,6 | VN40090.0300 | Oui |
| 3,1 | 49 | 11,2 | VN40090.0310 | Non |
| 3,2 | 49 | 11,2 | VN40090.0320 | Oui |
| 3,3 | 49 | 11,2 | VN40090.0330 | Non |
| 3,4 | 52 | 12,5 | VN40090.0340 | Non |
| 3,5 | 52 | 12,5 | VN40090.0350 | Oui |
| 3,7 | 52 | 12,5 | VN40090.0370 | Non |
| 4 | 55 | 14 | VN40090.0400 | Oui |
| 4,1 | 55 | 14 | VN40090.0410 | Oui |
| 4,2 | 55 | 14 | VN40090.0420 | Oui |
| 4,3 | 58 | 15,5 | VN40090.0430 | Non |
| 4,5 | 58 | 15,5 | VN40090.0450 | Non |
| 4,8 | 62 | 19 | VN40090.0480 | Non |
| 4,9 | 62 | 19 | VN40090.0490 | Oui |
| 5 | 62 | 19 | VN40090.0500 | Oui |
| 5,1 | 62 | 19 | VN40090.0510 | Non |
| 5,2 | 62 | 19 | VN40090.0520 | Oui |
| 5,5 | 66 | 24 | VN40090.0550 | Non |
| 5,6 | 66 | 24 | VN40090.0560 | Non |
| 6 | 66 | 24 | VN40090.0600 | Oui |
| 6,1 | 70 | 24 | VN40090.0610 | Non |
| 6,2 | 70 | 24 | VN40090.0620 | Non |
| 6,4 | 70 | 24 | VN40090.0640 | Non |
| 6,5 | 70 | 24 | VN40090.0650 | Oui |
| 6,8 | 74 | 24 | VN40090.0680 | Non |
| 7 | 74 | 24 | VN40090.0700 | Oui |
| 8 | 79 | 25 | VN40090.0800 | Oui |
| 8,5 | 79 | 25 | VN40090.0850 | Non |
| 10 | 89 | 25 | VN40090.1000 | Oui |
Conditions de coupe
Matériaux | Dureté |
|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² |
| N.1 | Aluminium, alliages d'aluminium Al-Si (Si ≤ 6%) | ≤ 400 N/mm² |
| N.2 | Alliages d'aluminium Al-Si (Si ≤ 12%) | ≤ 600 N/mm² |
| N.3 | Alliages d'aluminium Al-Si (Si > 12%) | ≤ 600 N/mm² |
| N.4 | Cuivre, alliages de cuivre, laiton, bronze | ≤ 800 N/mm² |
Attributs du produit
Angle d'Hélice 25° - 30°.

Angle de Pointe = 118°
La coupe selon la norme DIN 1412 – en forme C. Rectification conique avec une réduction de l´arête de coupe transversale.
Acier haute-vitesse de performance moyenne, convenable pour les fraises de diamètres inférieurs et pour fraisage des matériaux avec résistance jusqu’à 900 MPa, en respectant la ténacité de la fraise.