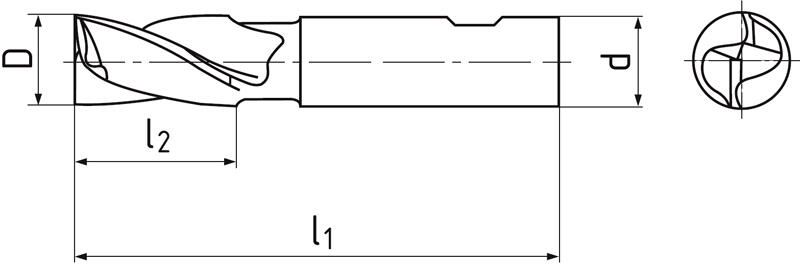
Fraises helicoidales (slot) longues, asymétrique, 25°, type N, Weldon , revêtement TiAlN






|
D
e 8 |
d
h 6 | l1 | l2 | Z | Code article | En stock |
|---|---|---|---|---|---|---|
| 2 | 6 | 54 | 7 | 2 | 221418.020 TiAlN | Oui |
| 3 | 6 | 56 | 8 | 2 | 221418.030 TiAlN | Oui |
| 3,5 | 6 | 59 | 10 | 2 | 221418.035 TiAlN | Non |
| 4 | 6 | 63 | 11 | 2 | 221418.040 TiAlN | Non |
| 4,5 | 6 | 63 | 11 | 2 | 221418.045 TiAlN | Non |
| 5 | 6 | 68 | 13 | 2 | 221418.050 TiAlN | Oui |
| 5,5 | 6 | 68 | 13 | 2 | 221418.055 TiAlN | Oui |
| 6 | 6 | 68 | 13 | 2 | 221418.060 TiAlN | Non |
| 6,5 | 10 | 80 | 16 | 2 | 221418.065 TiAlN | Oui |
| 7 | 10 | 80 | 16 | 2 | 221418.070 TiAlN | Oui |
| 8 | 10 | 88 | 19 | 2 | 221418.080 TiAlN | Oui |
| 8,5 | 10 | 88 | 19 | 2 | 221418.085 TiAlN | Oui |
| 9 | 10 | 88 | 19 | 2 | 221418.090 TiAlN | Oui |
| 10 | 10 | 95 | 22 | 2 | 221418.100 TiAlN | Oui |
| 11 | 12 | 102 | 22 | 2 | 221418.110 TiAlN | Oui |
| 12 | 12 | 110 | 26 | 2 | 221418.120 TiAlN | Oui |
| 13 | 12 | 110 | 26 | 2 | 221418.130 TiAlN | Oui |
| 14 | 12 | 110 | 26 | 2 | 221418.140 TiAlN | Oui |
| 15 | 12 | 110 | 26 | 2 | 221418.150 TiAlN | Oui |
| 16 | 16 | 123 | 32 | 2 | 221418.160 TiAlN | Non |
| 18 | 16 | 123 | 32 | 2 | 221418.180 TiAlN | Oui |
| 20 | 20 | 141 | 38 | 2 | 221418.200 TiAlN | Oui |
| 22 | 20 | 141 | 38 | 2 | 221418.220 TiAlN | Oui |
| 24 | 25 | 166 | 45 | 2 | 221418.240 TiAlN | Oui |
| 25 | 25 | 166 | 45 | 2 | 221418.250 TiAlN | Non |
| 26 | 25 | 166 | 45 | 2 | 221418.260 TiAlN | Non |
| 28 | 25 | 166 | 45 | 2 | 221418.280 TiAlN | Oui |
| 30 | 25 | 166 | 45 | 2 | 221418.300 TiAlN | Oui |
| 32 | 32 | 186 | 53 | 2 | 221418.320 TiAlN | Oui |
| 36 | 32 | 186 | 53 | 2 | 221418.360 TiAlN | Non |
| 40 | 32 | 196 | 63 | 2 | 221418.40032 TiAlN | Non |
D 40 ≠ ISO 1641
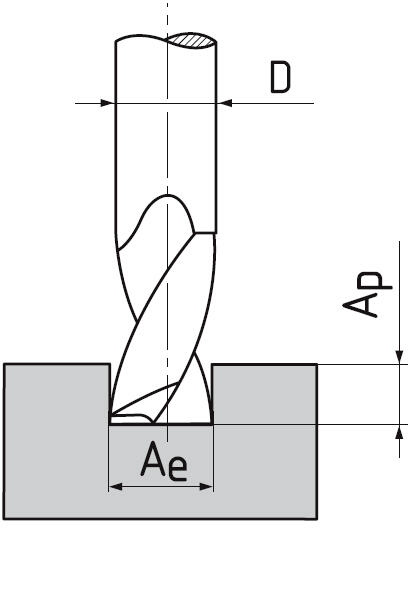
Conditions de coupe
Matériaux |
Dureté |
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
Ø 25 |
Ø 32 |
Ø 36 |
Ø 40 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² | 0,5xD | 1xD | 67.5 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² | 0,5xD | 1xD | 58.5 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| P.3 | Acier à outils faiblement allié | ≤ 1100 N/mm² | 0,5xD | 1xD | 36 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| P.4 | Acier trempé | ≤ 900 N/mm² | 0,5xD | 1xD | 45 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| P.5 | Acier à outils fortement allié | ≤ 1100 N/mm² | 0,5xD | 1xD | 36 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| M.2 | Acier inoxydable | 750 - 850 N/mm² | 0,5xD | 1xD | 22.5 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| K.1 | Fonte (≤ 240 HB) | ≤ 820 N/mm² | 0,5xD | 1xD | 52.5 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| K.2 | Fonte (> 240 HB) | > 800 N/mm² | 0,5xD | 1xD | 37.5 | 0.009 | 0.022 | 0.029 | 0.036 | 0.044 | 0.058 | 0.065 | 0.073 | 0.091 | 0.116 | 0.13 | 0.14 |
| N.2 | Alliages d'aluminium Al-Si (Si ≤ 12%) | ≤ 600 N/mm² | 0,5xD | 1xD | 240-450 | 0.012 | 0.029 | 0.038 | 0.047 | 0.057 | 0.075 | 0.085 | 0.095 | 0.118 | 0.151 | 0.169 | 0.182 |
Attributs du produit
Queue weldon - DIN 1835 B.
Application universelle. Convient pour les matériaux jusqu'à la résistance de 900 MPa.

Directions possibles de mouvement
Il se caractérise par une dureté élevée à haute température, une bonne résistance à l'oxydation et une faible conductivité thermique. Utilisation universelle avec accent sur l'usinage à grande vitesse sans refroidissement. Convient pour le fraisage de matériaux durs.

Standard ISO 1641.
Angle d'Hélice = 25°.
Angle de Pointe = 12°
Acier haute-performance avec bonne ténacité et résistance thermique excellente. Il convient, en particulier, pour fraisage des matériaux extrêmement tenaces, pour les aciers austénitiques et les aciers pour formage à chaud, etc…