Forets pour les matériaux usinage difficiles, Noir






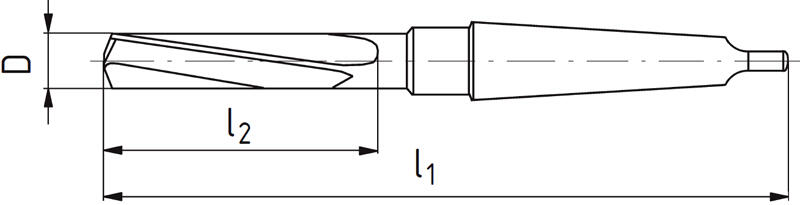
| D | MK | l1 | l2 | Code article | En stock |
|---|---|---|---|---|---|
| 10 | 2 | 190 | 90 | VK10028.1000 | Oui |
| 11 | 2 | 190 | 90 | VK10028.1100 | Oui |
| 12 | 2 | 190 | 90 | VK10028.1200 | Oui |
| 13 | 2 | 190 | 90 | VK10028.1300 | Oui |
| 14 | 2 | 190 | 90 | VK10028.1400 | Oui |
| 15 | 2 | 190 | 90 | VK10028.1500 | Oui |
| 16 | 2 | 190 | 90 | VK10028.1600 | Oui |
| 17 | 2 | 190 | 90 | VK10028.1700 | Oui |
| 18 | 2 | 190 | 90 | VK10028.1800 | Oui |
| 19 | 3 | 225 | 105 | VK10028.1900 | Oui |
| 20 | 3 | 225 | 105 | VK10028.2000 | Oui |
| 21 | 3 | 225 | 105 | VK10028.2100 | Oui |
| 22 | 3 | 225 | 105 | VK10028.2200 | Oui |
| 23 | 3 | 225 | 105 | VK10028.2300 | Oui |
| 24 | 3 | 225 | 105 | VK10028.2400 | Oui |
| 25 | 3 | 225 | 105 | VK10028.2500 | Oui |
| 26 | 3 | 225 | 105 | VK10028.2600 | Oui |
| 27 | 4 | 265 | 120 | VK10028.2700 | Oui |
| 28 | 4 | 265 | 120 | VK10028.2800 | Oui |
| 29 | 4 | 265 | 120 | VK10028.2900 | Oui |
| 30 | 4 | 265 | 120 | VK10028.3000 | Oui |
| 31 | 4 | 265 | 120 | VK10028.3100 | Oui |
| 32 | 4 | 265 | 120 | VK10028.3200 | Oui |
| 33 | 4 | 265 | 120 | VK10028.3300 | Non |
| 34 | 4 | 265 | 120 | VK10028.3400 | Non |
| 35 | 4 | 265 | 120 | VK10028.3500 | Oui |
| 36 | 4 | 265 | 120 | VK10028.3600 | Non |
| 37 | 4 | 265 | 120 | VK10028.3700 | Non |
| 38 | 4 | 265 | 120 | VK10028.3800 | Oui |
| 39 | 4 | 265 | 120 | VK10028.3900 | Oui |
| 40 | 4 | 265 | 120 | VK10028.4000 | Oui |
| 41 | 4 | 265 | 120 | VK10028.4100 | Non |
| 42 | 4 | 265 | 120 | VK10028.4200 | Oui |
| 43 | 4 | 265 | 120 | VK10028.4300 | Non |
| 44 | 4 | 265 | 120 | VK10028.4400 | Non |
| 45 | 4 | 265 | 102 | VK10028.4500 | Non |
| 50 | 5 | 340 | 150 | VK10028.5000 | Non |
Conditions de coupe
Matériaux |
Dureté |
Vc |
fz(mm/r) Ø10 |
Ø12,5 |
Ø16 |
Ø20 |
Ø25 |
Ø31,5 |
Ø40 |
Ø50 |
|---|---|---|---|---|---|---|---|---|---|---|
| S.1 | Alliage Cr-Ni | ≤ 1500 N/mm² | 6 | 0,063 | 0,063 | 0,08 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 |
| H.1 | Acier trempé (< 54 HRC) | ≤ 1920 N/mm² (<54 HRC) | 9 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 |
| H.2 | Acier trempé (54 - 60 HRC) | 1920 - 2210 N/mm² (54 - 60 HRC) | 5 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 | 0,315 | 0,4 |
Attributs du produit
Profil de la rainure normal. Pour HSS le noyau du foret est normal, l´angle au sommet de 118°. Pour les forets de HSS, où le noyau est légèrement épaissi, l´angle au sommet est 130°.
La coupe selon la norme DIN 1412 – en forme C. Rectification conique avec une réduction de l´arête de coupe transversale.

Profondeur de forage 5xD
Acier haute-performance avec bonne ténacité et résistance thermique excellente. Il convient, en particulier, pour fraisage des matériaux extrêmement tenaces, pour les aciers austénitiques et les aciers pour formage à chaud, etc…
Angle d'Hélice 10° - 15°.

Angle de Pointe = 128°

Hélice droite
La pasivation (finition noire) est un processus au cours duquel une couche d'oxyde de fer se forme à la surface de l'outil. Cette couche augmente la résistance à l'abrasion de la lame, accroît la résistance à la corrosion et améliore la lubrification de l'outil. L'utilisation la plus efficace est celle des forets et des tarauds.