End mills short for trochoidal milling, λ 37°/30°, type CB, weldon shank, code S122512T, diameter 10 mm, coating AlCrN










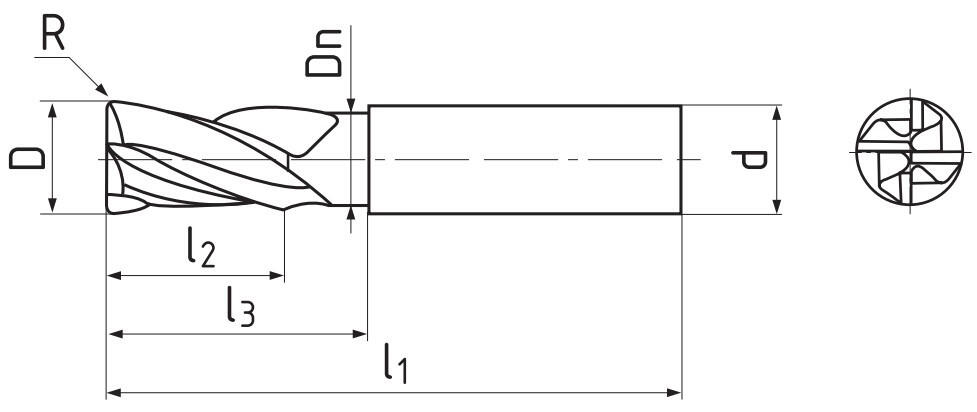
| D | d | l1 | l2 | l3 | Dn | Z | Item code | On stock |
|---|---|---|---|---|---|---|---|---|
| 10 | 10 | 72 | 20 | 30 | 9,5 | 5 | S122512T.100 ALCRN | Yes |
Cutting conditions
Material |
Strenght |
Ap |
Ae |
Vc |
fz(mm/z) Ø 3 |
Ø 4 |
Ø 5 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 2xD | 0.15xD | 300 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 2xD | 0.15xD | 250 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| P.5 | Tool steels high alloyed | ≤ 1100 N/mm² | 2xD | 0.15xD | 210 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| P.6 | Tool and treated steels | > 1100 N/mm² | 2xD | 0.15xD | 210 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| K.1 | Cast iron (≤ 240 HB) | ≤ 820 N/mm² | 2xD | 0.15xD | 250 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| H.1 | Hardened materials (< 54 HRC) | ≤ 1920 N/mm² | 2xD | 0.15xD | 100 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
| H.2 | Hardened materials (54 - 60 HRC) | 1920-2210 N/mm² | 2xD | 0.15xD | 90 | 0.014 | 0.18 | 0.023 | 0.028 | 0.037 | 0.046 | 0.055 | 0.074 | 0.092 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 6535 HB.
Helix angle = 37/38°.
Rake angle = 6°.

End face design
Carbide materials are characterised by high compressive strength, high hardness and therefore high wear resistance, but also limited flexural strength and toughness.