Jeu de forets hélicoidaux à queue conique, standard, diamètre 14,5-30 mm, 9 morceaux, Noir







| Code article | En stock |
|---|---|
| VK10010.01 SET | Oui |
Contenu de l'ensemble
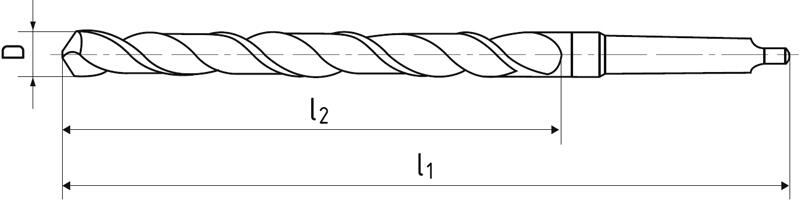
| Code article | D | MK | l1 | l2 |
| VK10010.1500 | 15 | 2 | 212 | 114 |
| VK10010.1600 | 16 | 2 | 218 | 120 |
| VK10010.1800 | 18 | 2 | 228 | 130 |
| VK10010.2000 | 20 | 2 | 238 | 140 |
| VK10010.2200 | 22 | 2 | 248 | 155 |
| VK10010.2400 | 24 | 3 | 281 | 160 |
| VK10010.2600 | 26 | 3 | 286 | 165 |
| VK10010.2800 | 28 | 3 | 291 | 170 |
| VK10010.3000 | 30 | 3 | 296 | 175 |
Conditions de coupe
Matériaux |
Dureté |
Vc |
fz(mm/r) Ø1 |
Ø2 |
Ø3,15 |
Ø4 |
Ø5 |
Ø6,3 |
Ø8 |
Ø10 |
Ø12,5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Acier de coupe, acier de construction | ≤ 600 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| P.2 | Acier de construction et acier moulé | ≤ 850 N/mm² | 30 | 0,016 | 0,05 | 0,08 | 0,1 | 0,1 | 0,125 | 0,16 | 0,2 | 0,2 |
| K.1 | Fonte (≤ 240 HB) | ≤ 820 N/mm² | 30 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| K.2 | Fonte (> 240 HB) | > 800 N/mm² | 25 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.2 | Alliages d'aluminium Al-Si (Si ≤ 12%) | ≤ 600 N/mm² | 70 | 0,02 | 0,08 | 0,125 | 0,16 | 0,16 | 0,2 | 0,25 | 0,315 | 0,315 |
| N.3 | Alliages d'aluminium Al-Si (Si > 12%) | ≤ 600 N/mm² | 70 | 0,018 | 0,063 | 0,1 | 0,125 | 0,125 | 0,16 | 0,2 | 0,25 | 0,25 |
| N.4 | Cuivre, alliages de cuivre, laiton, bronze | ≤ 800 N/mm² | 30 | 0,014 | 0,04 | 0,063 | 0,08 | 0,08 | 0,1 | 0,125 | 0,16 | 0,16 |
Attributs du produit
Profil de la rainure normal. Pour HSS le noyau du foret est normal, l´angle au sommet de 118°. Pour les forets de HSS, où le noyau est légèrement épaissi, l´angle au sommet est 130°.
Face conique à contre-dépouille avec tranchant transversal raccourci, DIN 1412 type A.

Profondeur de forage 5xD
Acier haute-vitesse de performance moyenne, convenable pour les fraises de diamètres inférieurs et pour fraisage des matériaux avec résistance jusqu’à 900 MPa, en respectant la ténacité de la fraise.
Angle d'Hélice 25° - 30°.

Angle de Pointe = 118°

Hélice droite
La pasivation (finition noire) est un processus au cours duquel une couche d'oxyde de fer se forme à la surface de l'outil. Cette couche augmente la résistance à l'abrasion de la lame, accroît la résistance à la corrosion et améliore la lubrification de l'outil. L'utilisation la plus efficace est celle des forets et des tarauds.