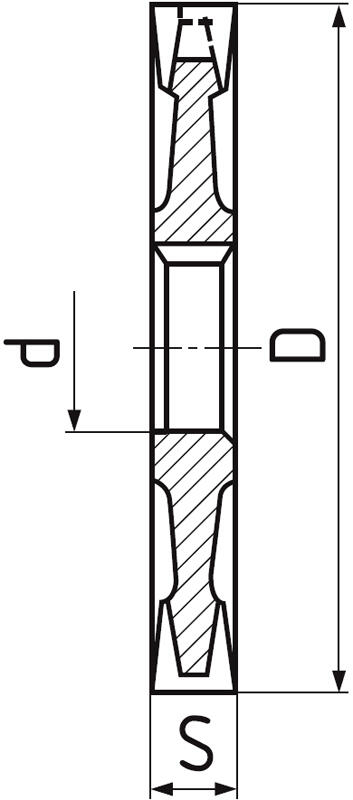
Side and face milling cutters, fine teeth, type H







|
D
js 16 |
S
s 10 |
d
H 7 | Z | Item code | On stock |
|---|---|---|---|---|---|
| 50 | 5 | 16 | 18 | 730373.05005 | Yes |
| 63 | 4 | 22 | 20 | 730373.06304 | No |
| 63 | 6 | 22 | 20 | 730373.06306 | Yes |
| 80 | 8 | 22 | 22 | 730373.08008 | Yes |
| 100 | 8 | 22 | 24 | 730373.10008 | Yes |
| 100 | 10 | 22 | 24 | 730373.10010 | Yes |
| 100 | 14 | 22 | 24 | 730373.10014 | Yes |
| 100 | 16 | 22 | 24 | 730373.10016 | Yes |
| 125 | 16 | 27 | 26 | 730373.12516 | Yes |
| 125 | 18 | 27 | 26 | 730373.12518 | Yes |
| 125 | 20 | 27 | 26 | 730373.12520 | Yes |
| 160 | 18 | 32 | 28 | 730373.16018 | Yes |
| 160 | 22 | 40 | 28 | 730373.16022 | Yes |
Cutting conditions
Material |
Strength |
Ap |
Ae |
Vc |
fz(mm/z) Ø 50 |
Ø 63 |
Ø 80 |
Ø 100 |
Ø 125 |
Ø 160 |
|---|---|---|---|---|---|---|---|---|---|---|
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 0,1xD | 1xS | 26 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
| P.4 | Heat treatable steels | ≤ 900 N/mm² | 0,1xD | 1xS | 20 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
| K.2 | Cast iron (> 240 HB) | > 800 N/mm² | 0,1xD | 1xS | 17 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.092 |
Calculations of cutting conditions
Product attributes
Straight bore with standard keyway according to DIN 138.
Designed for milling (finishing) of materials of medium and higher strength (up to 1200 MPa). Surface roughness Ra 3,2; exceptionally even 1,6.
